































































-
Макс. диаметр точения340 мм
-
Двигатель привода главного шпинделя22 кВт
-
Макс. длина точения660 мм
-
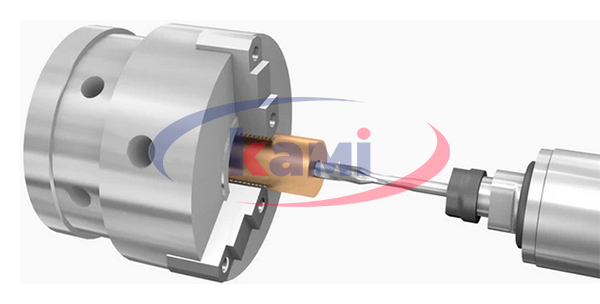
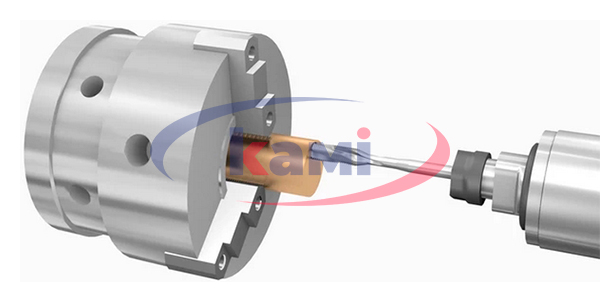
Приводной инструментесть
-
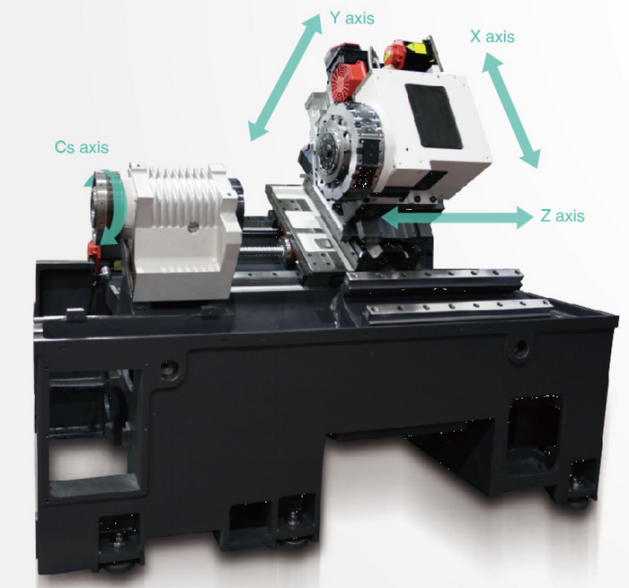
Ось Yесть
| Макс. диаметр точения, мм | 340 |
| Макс. длина точения, мм | 660 |
| По оси X, мм | 245 |
| По оси Y, мм | ± 80 (160) |
| По оси Z, мм | 710 |
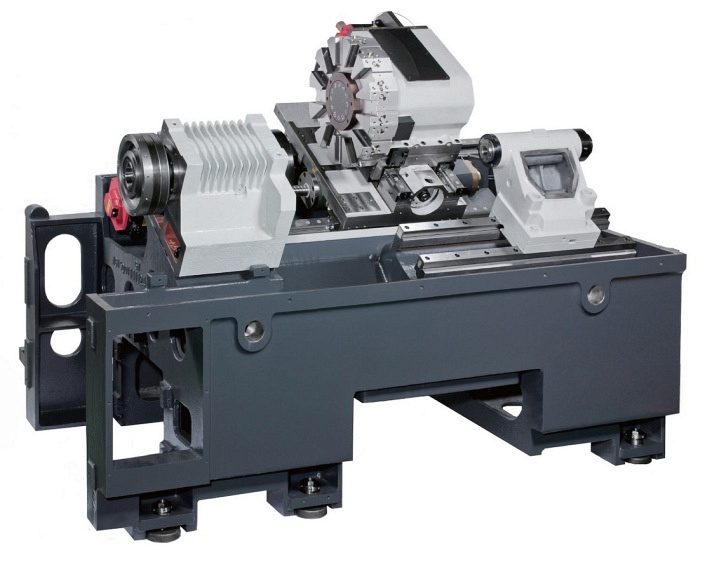
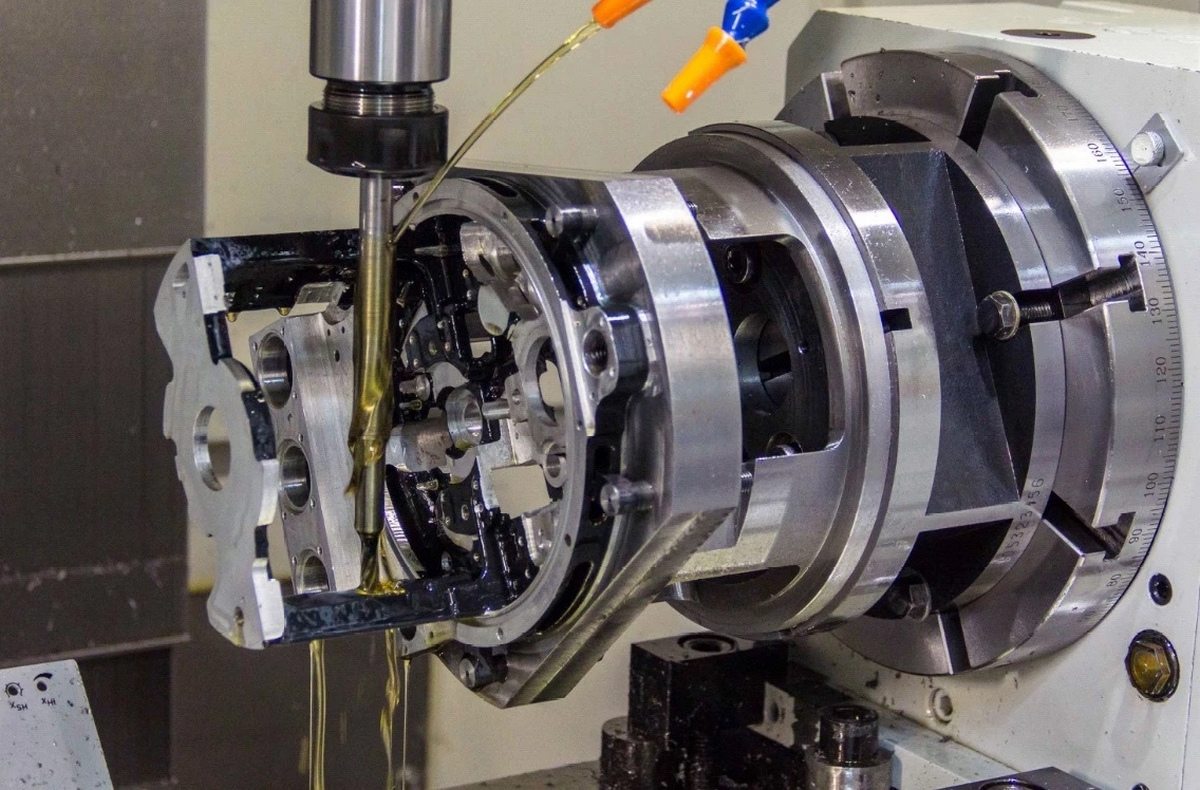
Предназначен для высокоскоростной и производительной токарной обработки.
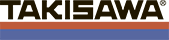
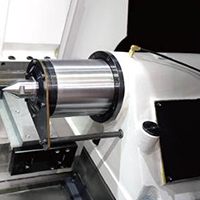
Имеет цельнолитой корпус и жесткую конструкцию для обеспечения минимальной вибрации и отсутствия перегрева шпинделя. Шпиндель мгновенно набирает максимальный крутящий момент и имеет низкое энергопотребление по отношению к другим разновидностям приводов шпинделей (ремень и редуктор), что позволяет сократить энергозатраты при высокой производительности. Масляное охлаждение шпинделя включено в стандартную комплектацию для обеспечения более продолжительного срока службы подшипников, тем самым сокращая затраты на обслуживание.
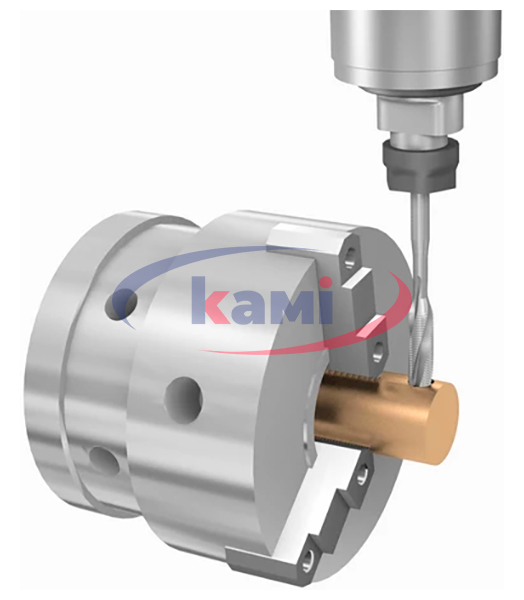
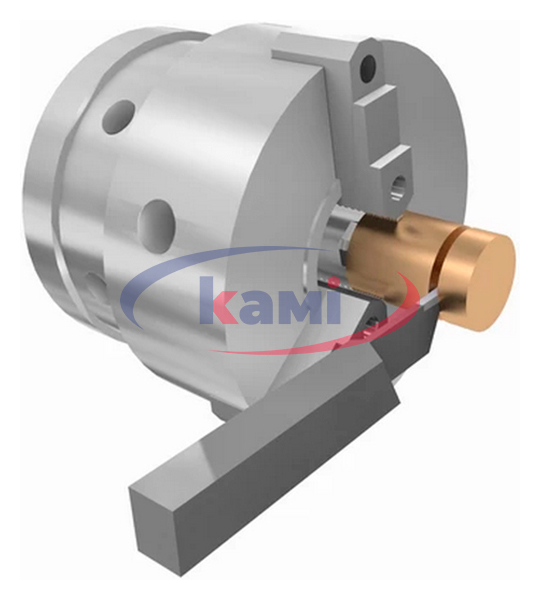
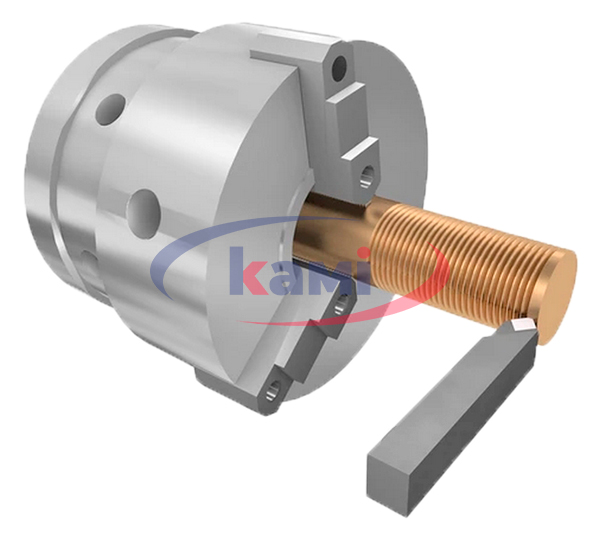
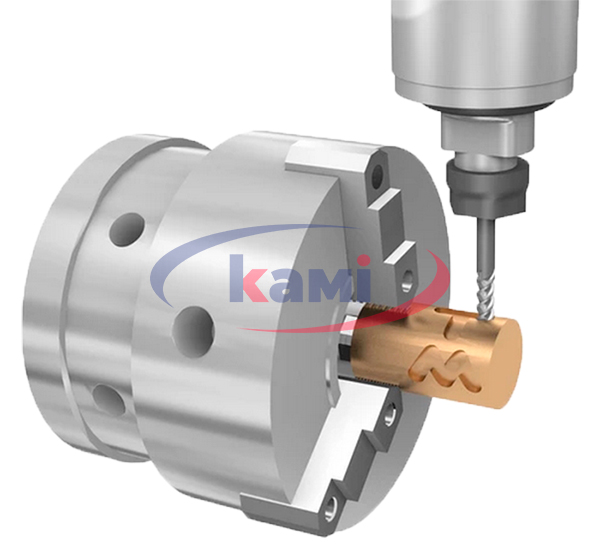
Ось «С» используется для позиционирования заготовки и проведения фрезерных и вне осевых сверлильных операций. Как правило, используется совместно с приводной револьверной головкой. Расширяет технологические возможности оборудования и номенклатурный ряд обрабатываемых деталей на токарных станках.
Изготовлен и отбалансирован на заводе TAKISAWA.
Обеспечивает точное вращение заготовки, что позволяет получать высокое качество поверхности на деталях.

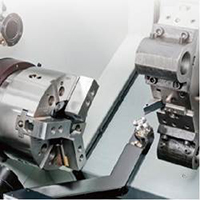
Револьверная головка усиленной конструкции, изготовленная на заводе TAKISAWA.
Позволяет жестко закреплять инструмент с высокой степенью точности и применять силовые режимы резания.
Альтернативно можно установить револьверную головку на 8 или 10 позиций.

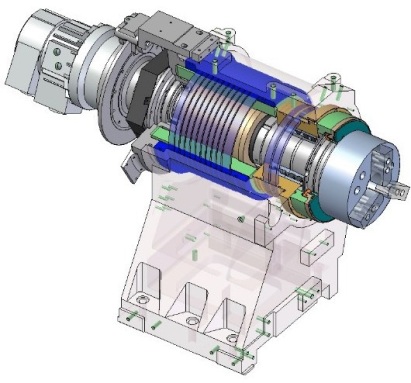
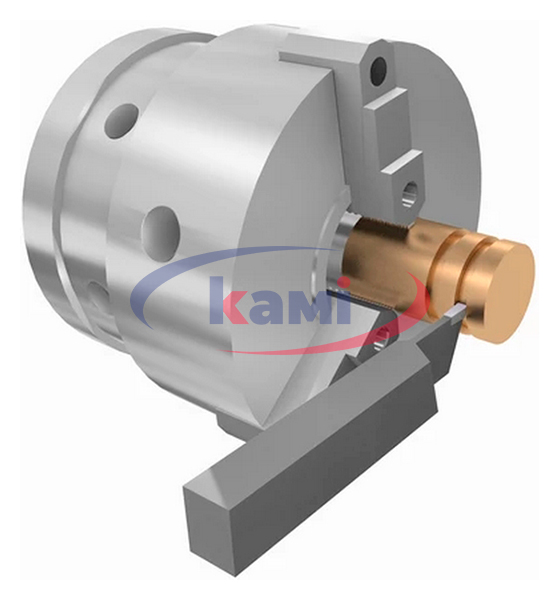
Предназначен для закрепления деталей.
Обладает высокой точностью изготовления и сбалансирован под нагрузкой.
Адаптированна на заводе TAKISAWA для удобства выбора режимов резания, преднастроена для работы с системой измерения инструмента и имеет широкий диапазон встроенных циклов.

Пиноль задней бабки с управляемым поджатием гидроцилиндром, позволяет закреплять тяжелые заготовки в центрах и обрабатывать детали за 1 установ.
Автоматизировано удаляет стружку из зоны резания.
Позволят оператору не отвлекаться на выгрузку стружки из рабочей зоны.

Система измерения инструмента позволяет исключить из технологического процесса дорогостоящие простои станков и брак, связанные с выполнением наладки и контроля инструмента вручную.
Позволяет увеличить производительность за счёт автоматизированного улавливания деталей, тем самым сокращая время простоя на изъятие готовой детали оператором.

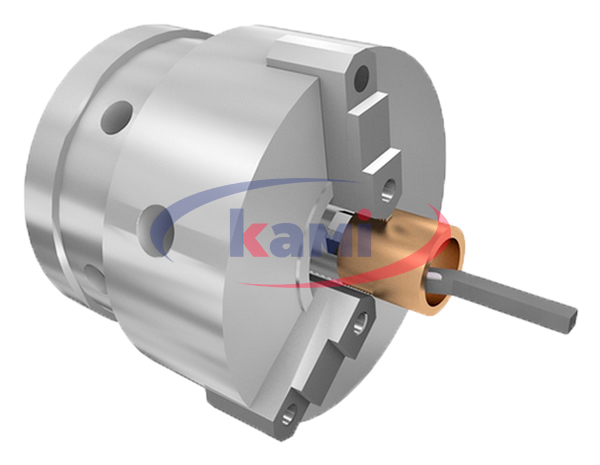
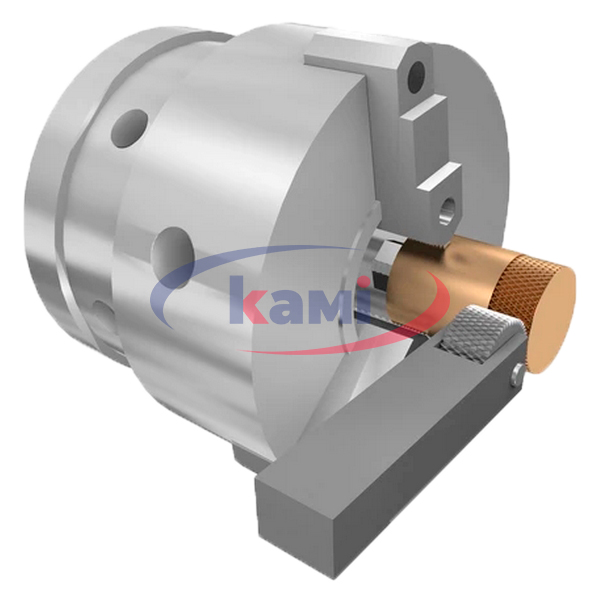
Цанговые патроны применяют главным образом для закрепления прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Ускоряют обработку прутков. Наилучшим образом подходят для работы с крупной серией деталей.

Позволяет упростить процессы машинной обработки и сократить длительность производственного цикла, и вместе с этим повысить качество изделий, эксплуатационную эффективность и безопасность оператора за счёт «подсказок» и более дружественного интерфейса.

Сокращает время установки и поджима деталей. Исключает недостаточный поджим заготовок в ручном режиме, тем самым, исключая перекосы и производственный брак.

Фильтры и сепараторы масляного тумана предназначены для очистки воздуха от паров смазочно-охлаждающей жидкости СОЖ, частиц масляного тумана / аэрозоля, эмульсионного тумана и дымов, образующихся при работе на различных станках. Повышает срок эксплуатации оборудования и чистоту производства.

Позволяет производить загрузку и разгрузку заготовок в автоматическом режиме. Многократно увеличивает производительность оборудования и снижает производственный брак.

Автоматизированное устройство подачи прутка. Увеличивает производительность за счёт исключения оператора из процесса загрузки заготовок через шпиндель.

Автоматизированное устройство вытягивания прутка. Протаскивает пруток через шпиндель, облегчая работу оператора. Самое простое и доступное средство автоматизации.

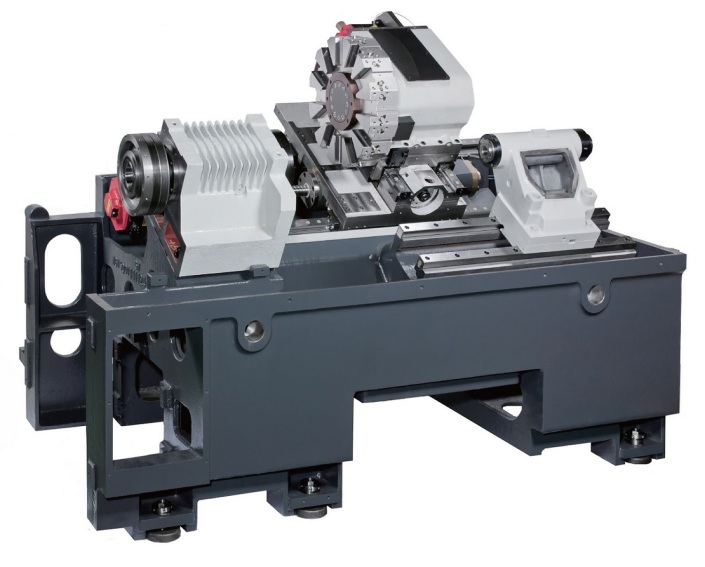
Цельнолитая станина с наклонным суппортом повышенной жесткости и компенсирующими ребрами конструкции станины для виброустойчивости способствует равномерному распределению нагрузки в процессе резания, удобной настройке и регулировке, а также легкому удалению стружки, сокращая время простоя оборудования и увеличивая производительность.
Позволяет обрабатывать большинство металлов и сплавов с высокой скоростью и точностью, использовать приводной инструмент для обработки пазов, лысок и криволинейных поверхностей. За счёт прямого зацепления привода и шпинделя, при фрезеровании детали получаются быстрее и точнее, относительно других типов приводов, что увеличивает производительность и снижает процент брака.

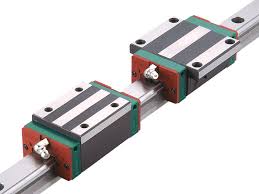
Более просты и экономичны в использовании относительно направляющих скольжения, обладают более высокой динамикой, менее энергозатратны, лучше воспринимают нагрузки (и статические и динамические), обеспечивают плавность хода, а благодаря увеличенному сечению, способны воспринимать бÓльшие нагрузки, сравнимые с направляющими скольжения.
Обеспечивает жесткую и точную обработку с максимальными припусками, без вибраций и потенциального брака.

Шпиндель, револьверная головка изготавливаются самостоятельно, что повышает качество обработки и сборки, которые гарантируют долговременную и надежную эксплуатацию.
Разработана с возможностью установки оси «C» и оси «Y». Увеличивается надежность работы станка за счет входящих в нее отработанных модулей и наибольшего соответствия данной конструкции модулей выполняемой задаче, сокращается время и трудоемкость проектирования станков, что позволяет получать высокотехнологичное оборудование по привлекательной цене.
Токарные обрабатывающие центры TAKISAWA серии EX предназначены для многоцелевой обработки в автоматическом режиме заготовок типа тел вращения: вал-шестерни, фланцев, переходников, и различных корпусных деталей, за один установ, в условиях серийного и массового производства. Применение данных станков целесообразно при обработке заготовок разных типоразмеров, для которых необходимо не только выполнение токарных технологических операций, а также сверлильных, фрезерных и резьбонарезных операций в объеме не превышающем 20-25% от общего числа операций.
Токарные обрабатывающие центры TAKISAWA серии EX применяются во всех отраслях машиностроительной индустрии, приборостроении и атомной промышленности при обработке высоколегированных сталей на основе никелевых и кобальтовых сплавов.









-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков