



























































Есть аналог




Ø обработки: 240 - 380 мм
РМЦ: 350 - 710 мм
Мощность: 7,5 - 22 кВт
Вес: 3900 - 6500 кг
СНЯТО С ПРОИЗВОДСТВА
Преимущества
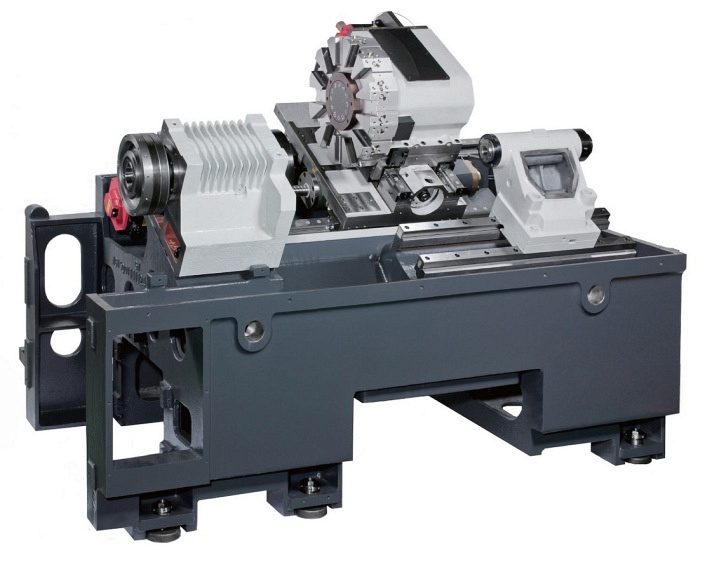
- Многофункциональная токарно-фрезерная обработка
- Цельнолитая наклонная станина 30˚ с повышенной жесткостью и виброустойчивостью
- Мощный прямой привод с высоким крутящим моментом до 350 Нм
- Линейные направляющие увеличенного сечения с ускоренными перемещениями 24 м/мин
- Контроль качества на каждом этапе изготовления
- Модульная структура станков разработана с возможностью установки оси “C”,“Y” и противошпинделя
О товаре
Характеристики
Артикул(ы):
| Макс. диаметр точения, мм | 260 |
| Макс. длина точения, мм | 530 |
| По оси X, мм | 180 |
| По оси Y, мм | - |
| По оси Z, мм | 530 |
Все характеристики
Макс. диаметр точения, мм
260
300
340
350
330
340
380
240
240
Макс. длина точения, мм
530
380
660
710
551
660
509
350
350
По оси X, мм
180
185
245
200
220
245
230
160
160
По оси Y, мм
-
-
± 80 (160)
-
± 50
± 80 (160)
-
± 40
-
По оси Z, мм
530
455
710
710
630
710
530
425
425
По оси W, мм
-
600
-
-
735
710
680
485
485
Конус
А2-8
А2-6
А2-8
А2-8
А2-6
А2-8
А2-8
А2-6
А2-6
Обороты шпинделя, об/мин
4000
4000
3500
3500
5000
3500
3500
5000
5000
Диаметр отверстия шпинделя, мм
63
63
86
86
63 (75)
86
86
63
63
Размер патрона, дюйм
8
8
10
10
8
10
10
6
6
Макс. диаметр прутка, мм
52
52
75
75 / 77
52 (65)
75
75 / 77
52
52
Диаметр подшипника шпинделя, мм
100
100
120
120
100 (110)
120
120
100
100
Конус противошпинделя
-
А2-6
-
-
А2-5 (А2-6)
А2-6
А2-6
А2-5
А2-5
Обороты противошпинделя, об/мин
-
4000
-
-
5000
3500
3500
6000
6000
Размер патрона, дюйм
-
6
-
-
6
8
8
6
6
Макс. диаметр прутка, мм
-
35
-
-
35 (52)
52
52
35
35
Диаметр отверстия противошпинделя, мм
-
46
-
-
46 (63)
63
63
44
44
Диаметр подшипника шпинделя, мм
-
100
-
-
90 (100)
100
100
90
90
Двигатель привода главного шпинделя, кВт
11 / 18,5
11 / 18,5
22
15 / 22
11 / 18,5 (11 / 15)
22
15 / 22
7,5 / 11
7,5 / 11
Система ЧПУ
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Приводной инструмент
есть
есть
есть
есть
есть
есть
есть
есть
есть
Ось Y
нет
нет
есть
нет
есть
есть
есть
есть
нет
Перемещение задней бабки, мм
735
-
630
580
-
-
-
-
-
Перемещение пиноли задней бабки, мм
100
-
150
150
-
-
-
-
-
Конус пиноли задней бабки
МТ.4
-
МТ.5
МТ.5
-
-
-
-
-
Тип револьверной головки
BMT
BMT
BMT
BMT
BMT
BMT
BMT
BMT
BMT
Количество инструментов, шт.
Т12
Т12
Т12
Т12
Т12
Т12
Т12
Т12
Т12
Размер державки инструмента, мм
25 х 25
25 х 25
25 х 25
25 х 25
25 х 25
25 х 25
25 х 25
20 х 20
20 х 20
Макс. диаметр расточного инструмента, мм
40
40
40
40
40
40
40
32
32
Обороты приводного инструмента, об/мин
5000
5000
4000
4000
4000
4000
4000
6000
6000
Макс. диаметр приводного инструмента, мм
20
20
20
20
20
20
20
16
16
Ускоренная подача по оси X, м/мин
20
20
16
16
20
16
16
20
20
Ускоренная подача по оси Z, м/мин
24
24
20
20
24
20
20
24
24
Ускоренная подача по оси Y, м/мин
-
-
16
-
10
16
-
10
-
Ускоренная подача по оси W, м/мин
-
20
-
-
20
20
16
20
20
Двигатель противошпинделя, кВт
-
7,5 / 11
-
-
5,5 / 7,5 (7,5 / 11)
18,5
11 / 18,5
5,5 / 7,5
5,5 / 7,5
Двигатель приводного инструмента, кВт
3,7 / 5,5
3,7 / 5,5
5,5
3,7 / 5,5
3,7 / 5,5 (5,5 / 7,5)
5,5
3,7 / 5,5
2,2 / 3,7 (3,7 / 5,5)
2,2 / 3,7 (3,7 / 5,5)
Двигатель индексации рев. головки, кВт
1,2
1,2
1,2
1,2
1,2
1,2
1,2
1,2
1,2
Двигатель привода оси Х, кВт
1,2
1,2
1,8
1,2
2,5
1,8
1,2
2,5
2,5
Двигатель привода оси Z, кВт
2,5
3
3
2,5
2,5
3
3
2,5
2,5
Двигатель привода оси Y, кВт
-
-
1,2
-
2,5
1,2
-
1,8
1,8
Двигатель привода оси W, кВт
-
2,5
-
-
1,2
3
2,5
1,2
1,2
Длина, мм
2360
2635
3300
2955
3020
3300
3650
2550
2550
Ширина, мм
1745
1755
1980
1855
1954
1980
1920
1860
1810
Высота, мм
1970
1845
2495
2020
2165
2395
1967
2000
1720
Вес, кг
4300
5200
6400
5300
6000
6500
5500
4500
3900
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Токарные обрабатывающие центры с ЧПУ TAKISAWA EX
Будьте первыми, кто оставит свой отзыв о нашем товаре!