Технологическая схема производства фанеры из шпона

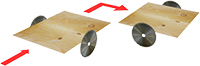
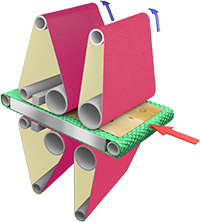
| 1. Намазка смолой и сборка пакетов | ||
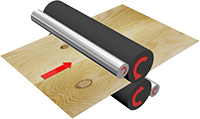 |
Связующее вещество в данном случае смола. Лист шпона смазывается с двух сторон, проходя через вальцы. После этого идет наборка пакетов с чередованием сухих и намазанных слоев. | |
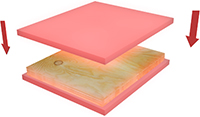
| 2. Холодная подпрессовка набранных пакетов | ||
 |
Для предварительного сжатия и облегчения последующей посадки в горячий пресс. | |
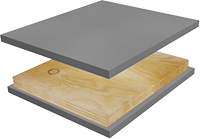
| 3. Горячее прессование | ||
 |
Каждый набранный пакет помещается в свой проем в горячем прессе, где под действием температуры и давления происходит запрессовка фанеры и отверждение смолы. Удельное давление 5 - 10 кг/см2. Температура 120 - 130°С. | |
| 4. Обрезка склеенных пакетов в формат | ||
 |
После горячего прессования, края запрессованых пакетов неровные, поскольку выступает шпон разных длин и ширин, их нужно обрезать дисковой пилой с четырех сторон за один проход. | |
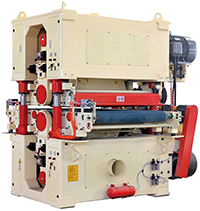
| 5. Шлифовка фанеры | ||
 |
Фанеру только высших сортов (1 2, 3, либо по экспортному обозначению В, ВВ, СР) калибруют и шлифуют. Шлифовать можно как с одной стороны, так и с двух. | |