



























































Пятиосевой обрабатывающий центр с ЧПУ QUADRO DEFENDER 3020









Цена по запросу
Стоимость ШМР: от 90 000 ₽

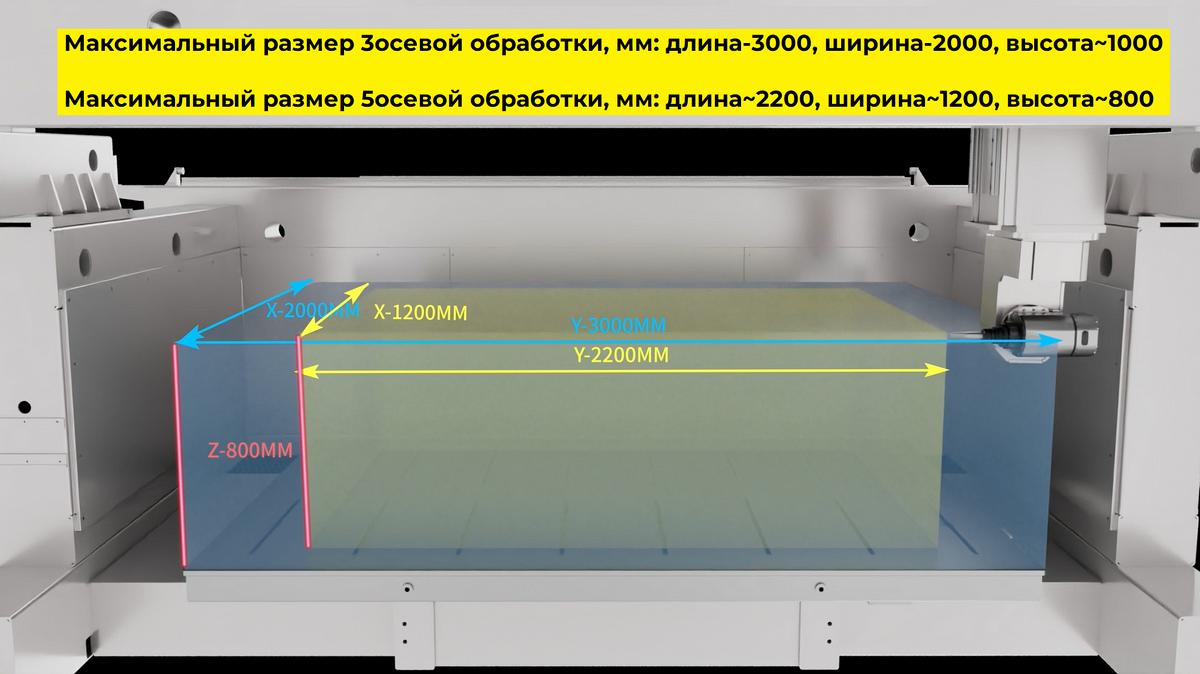
Зона обработки по X / Y / Z до:
3000 х 2000 х 1200 мм
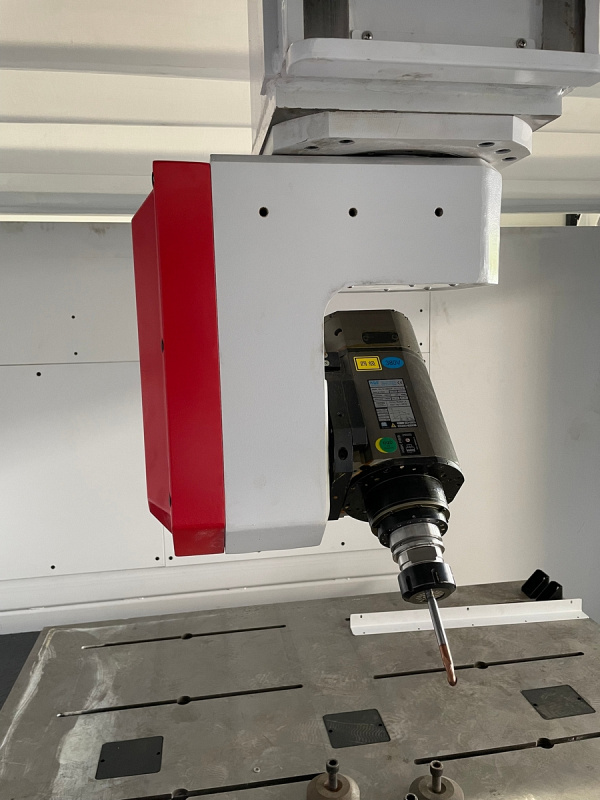
Шпиндель: 15 / 17 кВт, 24 000 об/мин
Макс. скорость по X / Y / Z:
50 / 50 / 18 м/мин
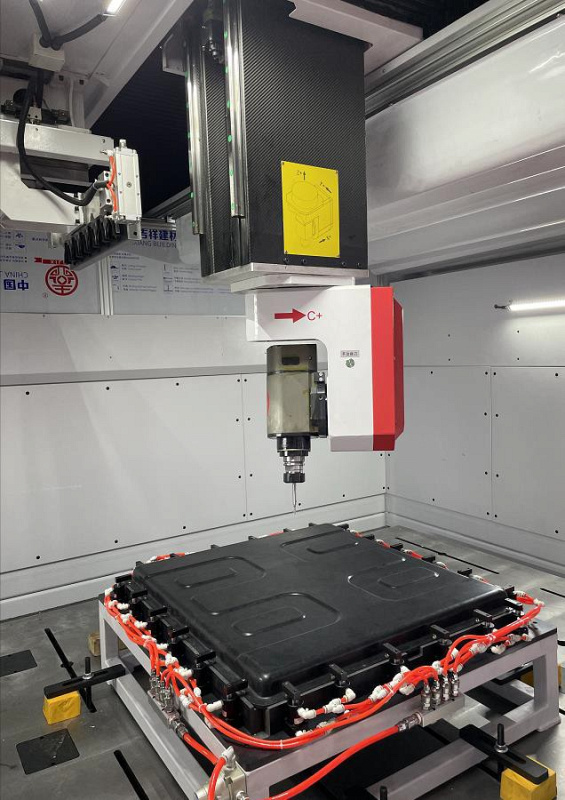
Ход по осям С / A: ± 360° / ± 110°
Вес: 10 000 кг
Преимущества
- Инструментальный магазин на 8 позиций
- Система ЧПУ HNC-848D
- Расширение рабочего места за счёт выдвижного рабочего стола
- Шпиндель Hiteco
О товаре
Характеристики
Артикул(ы):
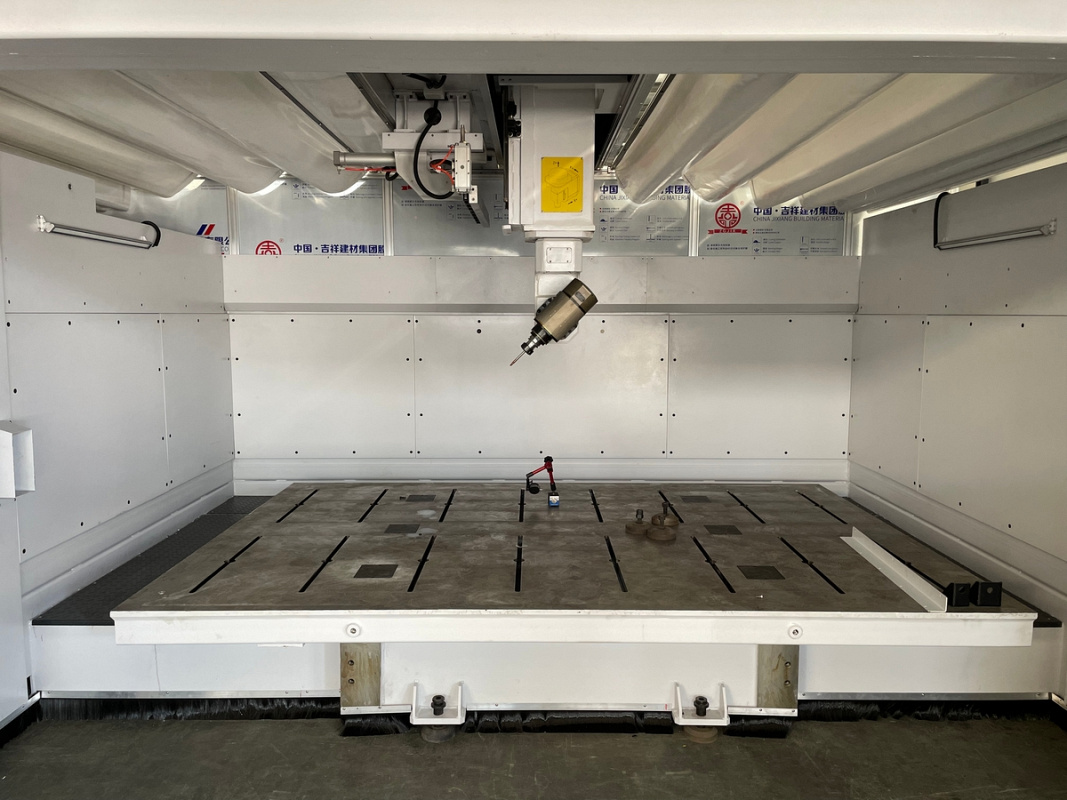
| Тип стола | стальной с «Т» пазами |
| Размер стола, мм | стандарт: 3000 x 2000 опция: до 6000 x 3000 |
| Грузоподъемность рабочего стола с равномерно распределённой нагрузкой на весь стол, кг | 3000 |
| Частота вращения шпинделя, об/мин | 24 000 |
| Тип охлаждения | жидкостное |
Все характеристики
Модель
Тип стола
стальной с «Т» пазами
Размер стола, мм
стандарт: 3000 x 2000
опция: до 6000 x 3000
опция: до 6000 x 3000
Грузоподъемность рабочего стола с равномерно распределённой нагрузкой на весь стол, кг
3000
Частота вращения шпинделя, об/мин
24 000
Тип охлаждения
жидкостное
Тип патрона
HSK-63F (HSK-63A - опция)
Мощность шпинделя S1 / S6, кВт
15 / 17
Крутящий момент шпинделя S1 / S6, Нм
11,9 / 13,8
Инструментальный магазин
8 позиций, линейный
Ход по оси X, мм
3000 - 6000
Ход по оси Y, мм
2000 - 3000
Ход по оси Z, мм
1200
Максимальная скорость перемещения по осям A / C, °/мин
3000
Скорость перемещения по осям X/Y/Z, м/мин
50 / 50 / 18
Угол поворота оси A / C, °
± 110 / ± 360
Точность позиционирования по X, Y, Z, мм/м
± 0,05 / 0, 04 / 0,02
Повторный выход в позицию X, Y, Z, мм/м
± 0,025 / 0, 020 / 0,015
Точность позиционирования по А / С, °
60
Повторяемость по осям A / C, °
30
Установленная мощность, кВт
34
Напряжение, В
380 ± 5%
Частота, Гц
50
Длина, мм
6250
Ширина, мм
5400
Высота, мм
5150
Вес, кг
10000
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Пятиосевой обрабатывающий центр с ЧПУ QUADRO DEFENDER 3020
Будьте первыми, кто оставит свой отзыв о нашем товаре!