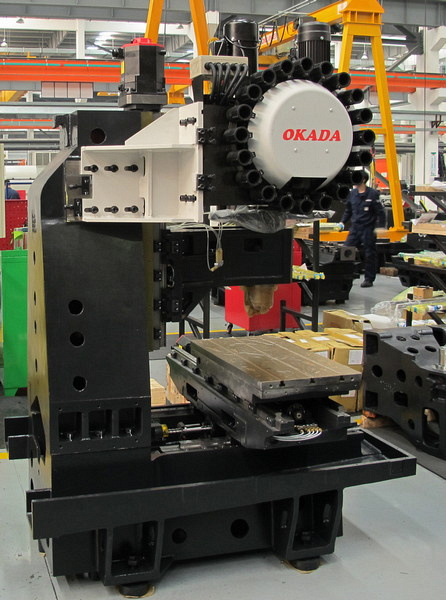
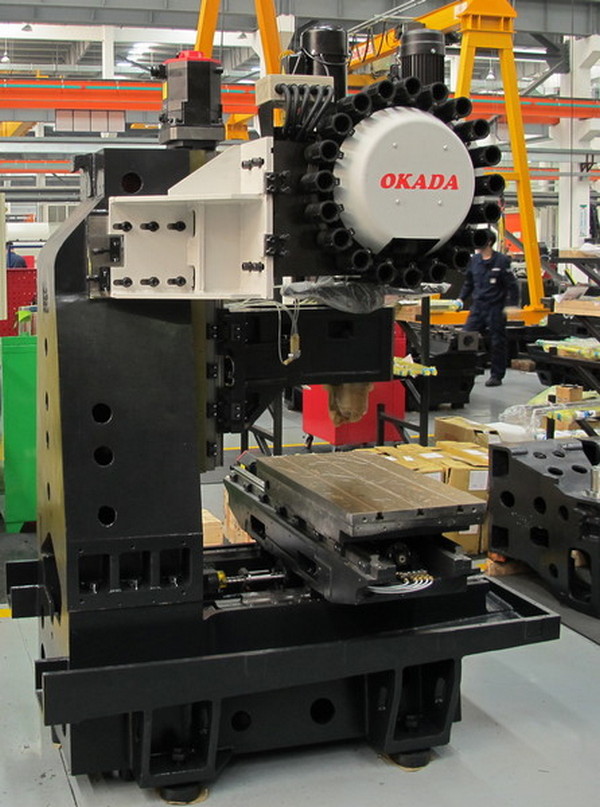
Вертикальные обрабатывающие центры KMT KVL






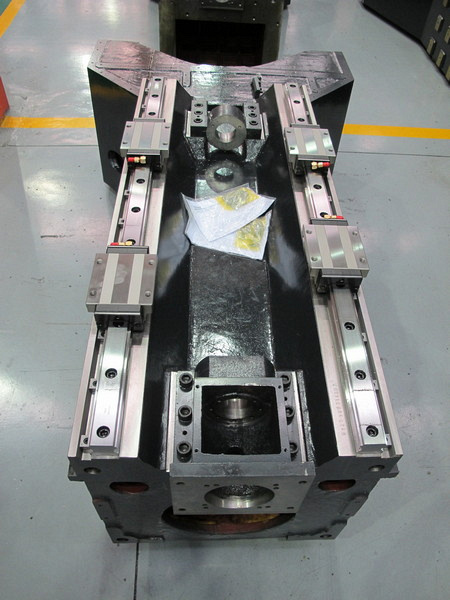


Тип направляющих: качения (роликовые)
Размер рабочего стола:
750 х 420 - 1500 х 800 мм
Мощность: 5,5 - 18,5 кВт
Вес: 4000 - 11 000 кг
- Повторяемость ± 6 мкм
- Позиционирование ± 10 мкм
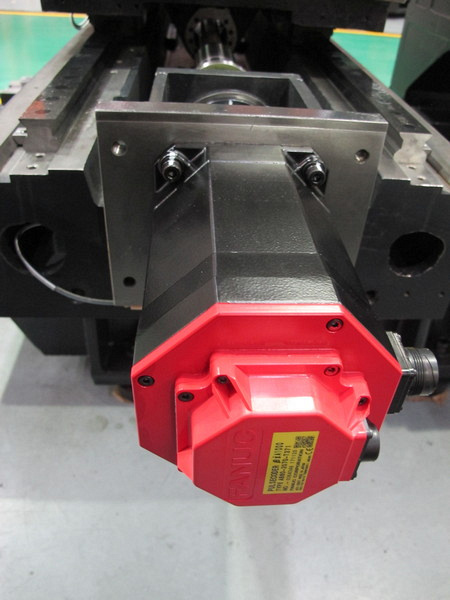
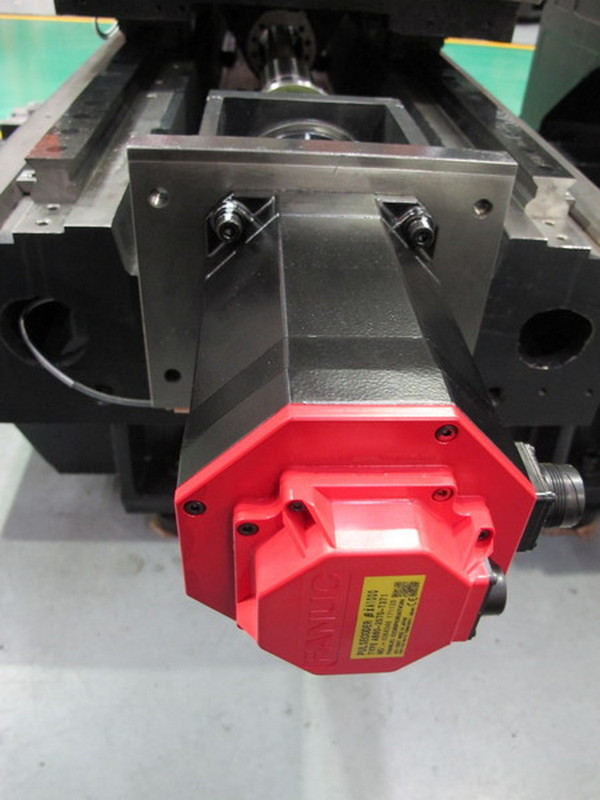
- Система ЧПУ FANUC 0I MF
- Шпиндель ROYAL (Тайвань)
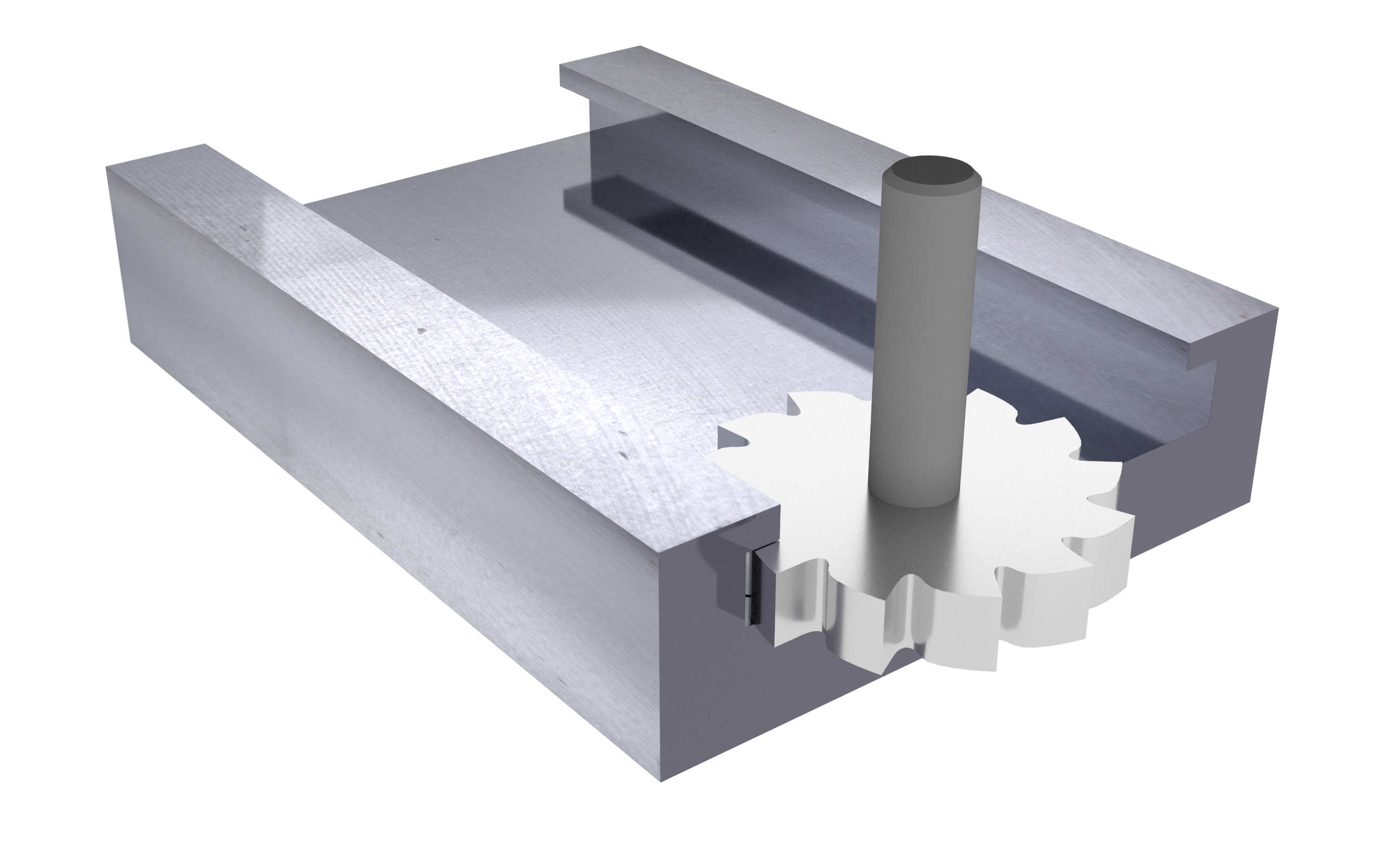
Вертикальные многоцелевые обрабатывающие центры серии KVL предназначены для обработки деталей, требующих высокой точности (точность позиционирования 0,008 мм), имеющих сложную форму, например, пресс-формы.
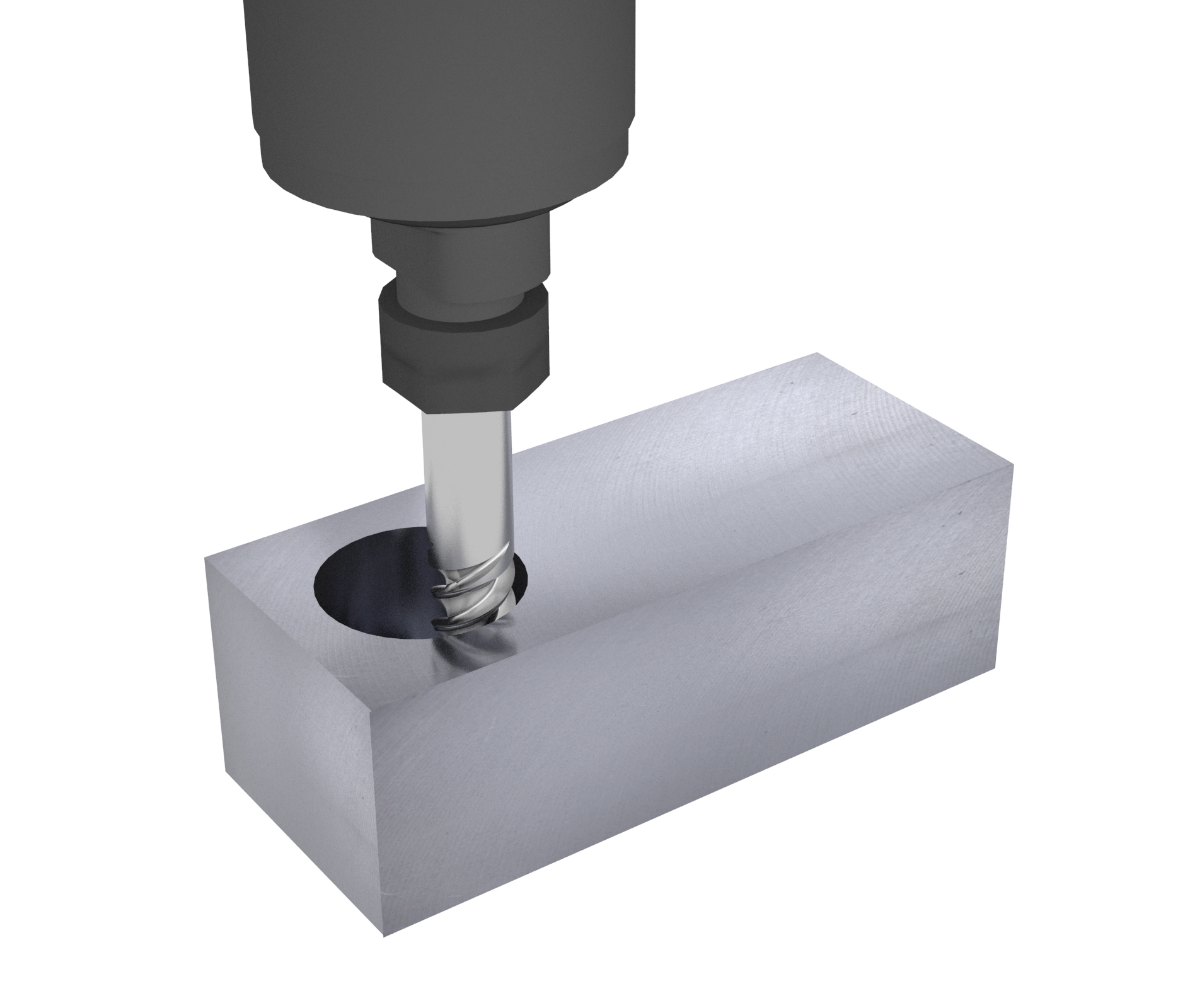
Обрабатывающие центры KMT KVL предназначены для операций*:
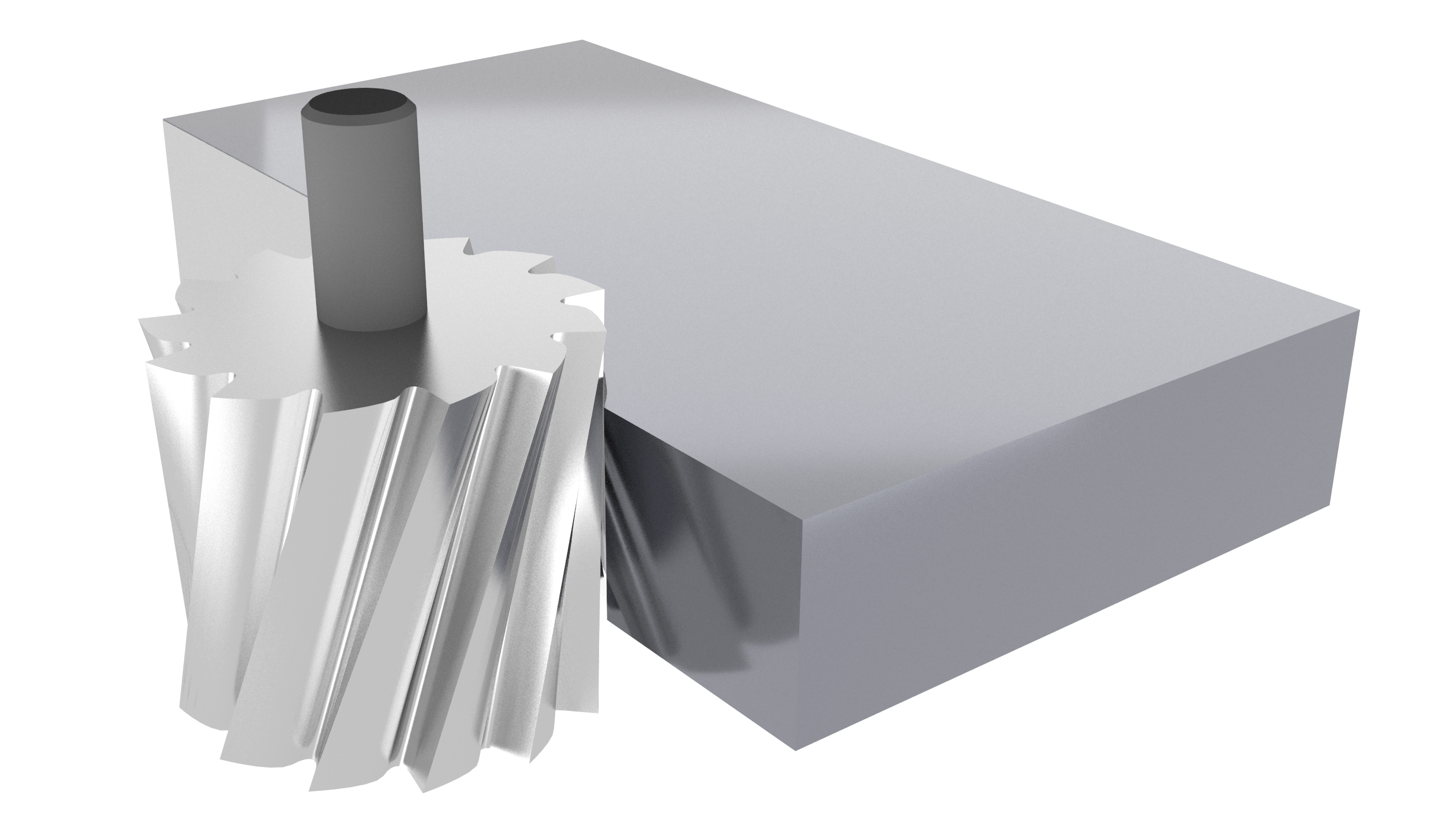
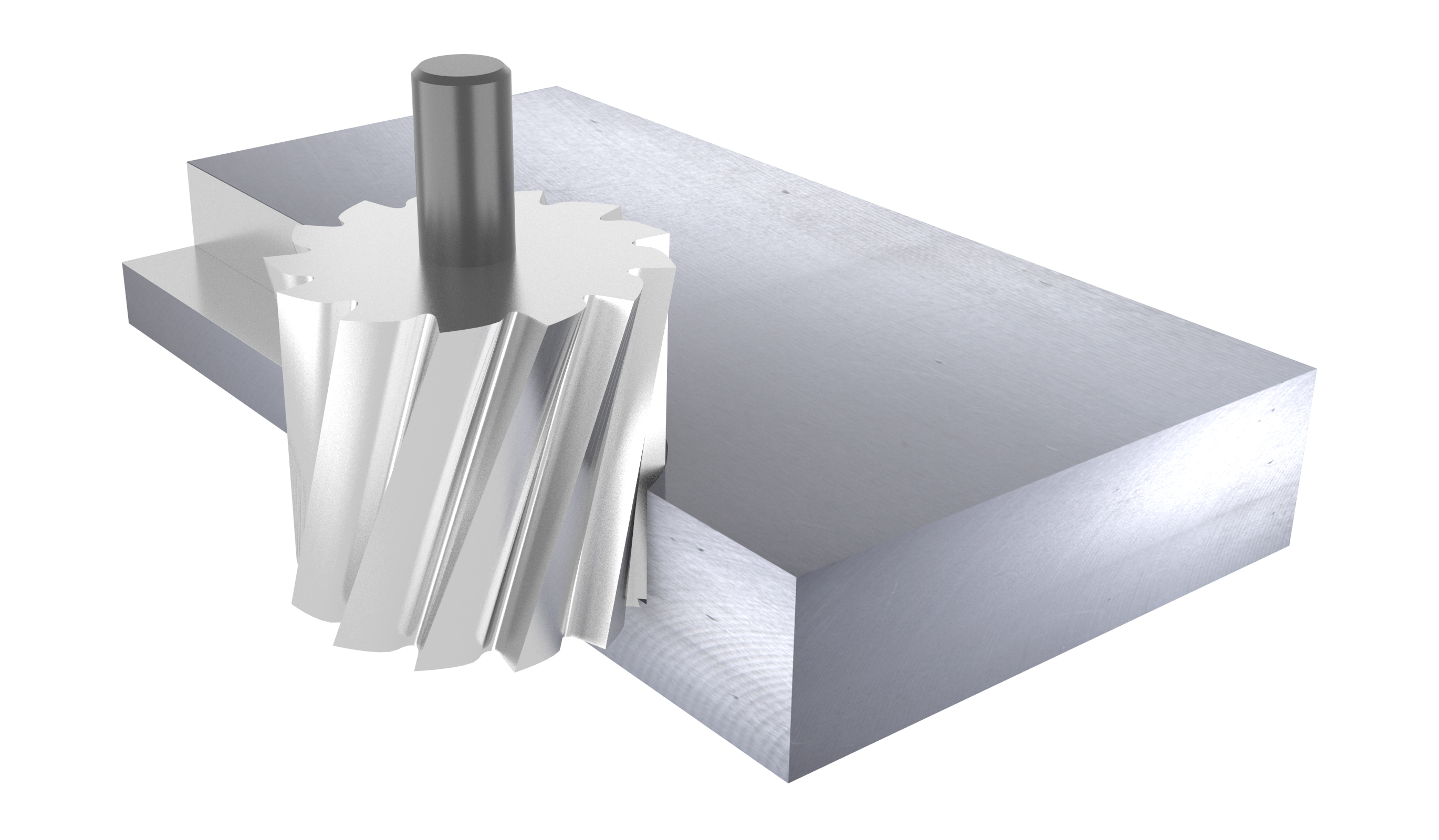
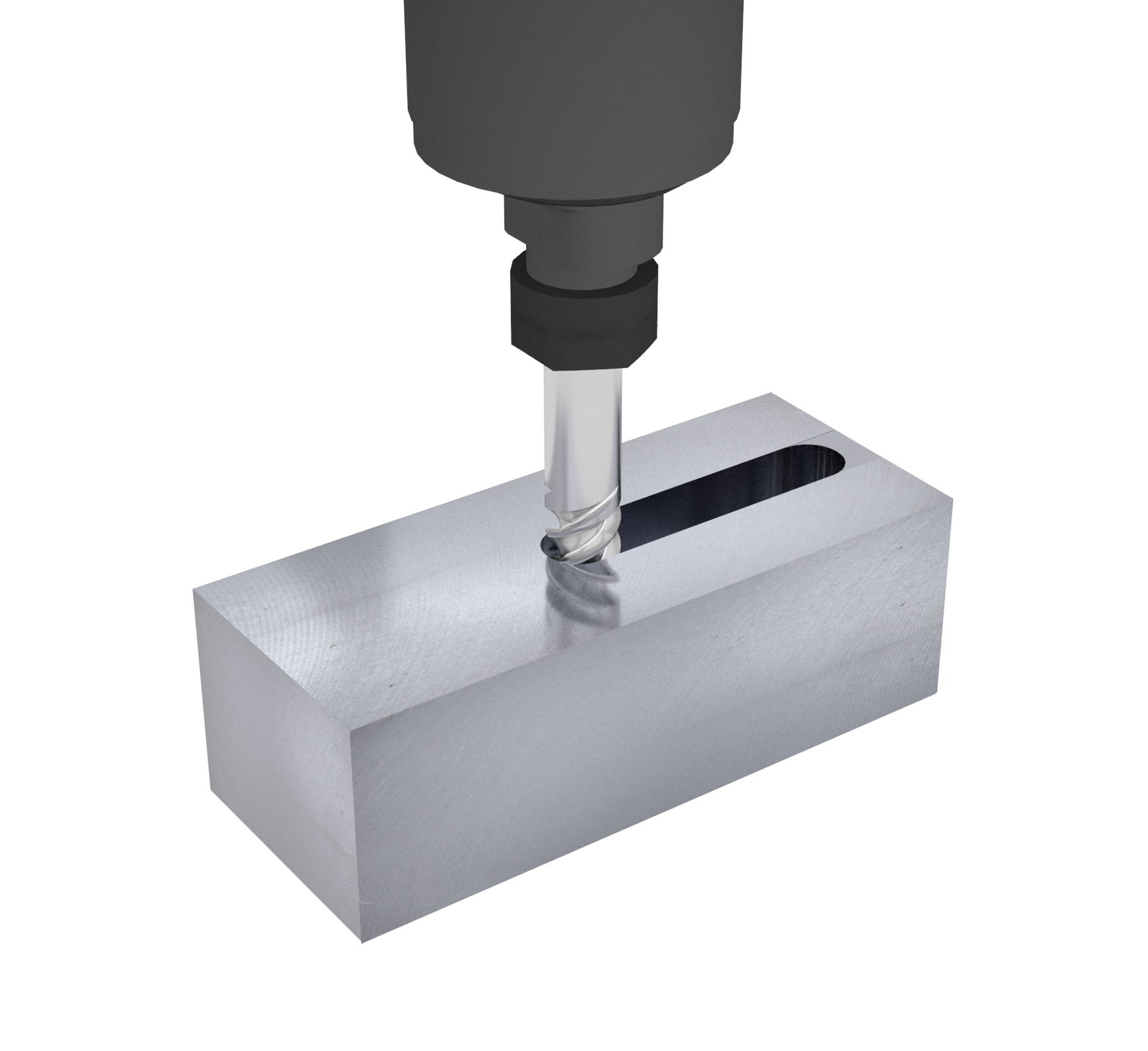
- фрезерование;
- сверление;
- зенкерование;
- растачивание;
- нарезание резьбы;
- обработка двухмерных и трехмерных изогнутых поверхностей;
- обработка наклонных поверхностей.
Вертикальные обрабатывающие центры KMT KVL применяются во всех отраслях автомобильной, авиационнной промышленности, а также в приборостроении, двигателестроении, машиностроении.











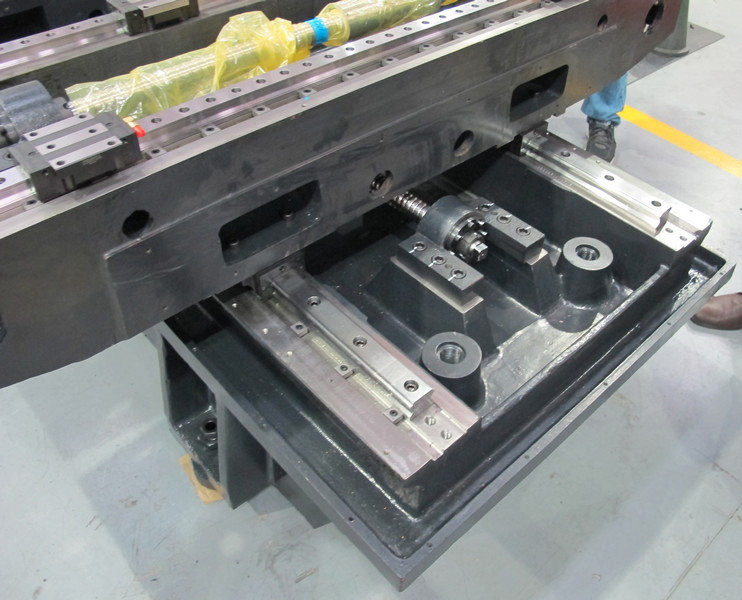
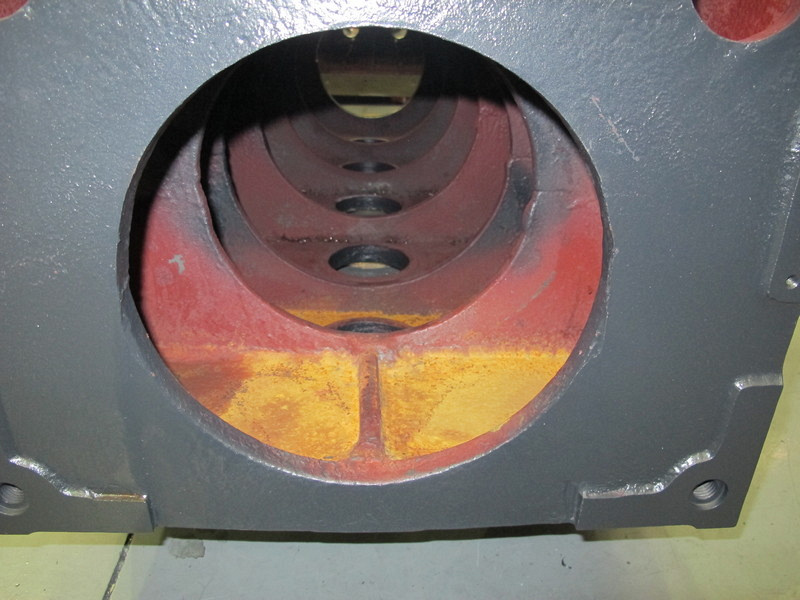
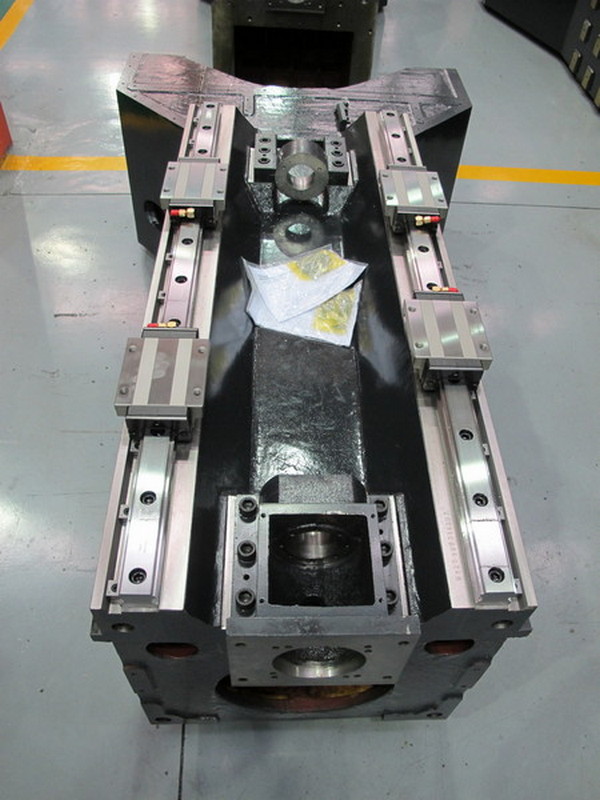
Станина отливается из чугуна марки Mehanite с утолщенными стенками. Для снятия внутренних напряжений и придания большей прочности и жесткости проходит естественное старение. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания, обработка легированных и жаропрочных сталей. Специальная конструкция станины, с увеличенной шириной направляющих у основания колоны, в месте соединения колоны с основанием - наиболее рациональное решение в соотношении жесткость - устойчивость - стоимость компоновки станка, что позволило увеличить жесткость, повысить устойчивость системы за счет смещения центра тяжести станка вниз. Специальная форма колонны в виде "трапеции" позволила значительно снизить деформации в системе жесткости станка под действием веса перемещающихся узлов, а также снизило чувствительность станка к внешним динамическим нагрузкам - от привода, со стороны основания.
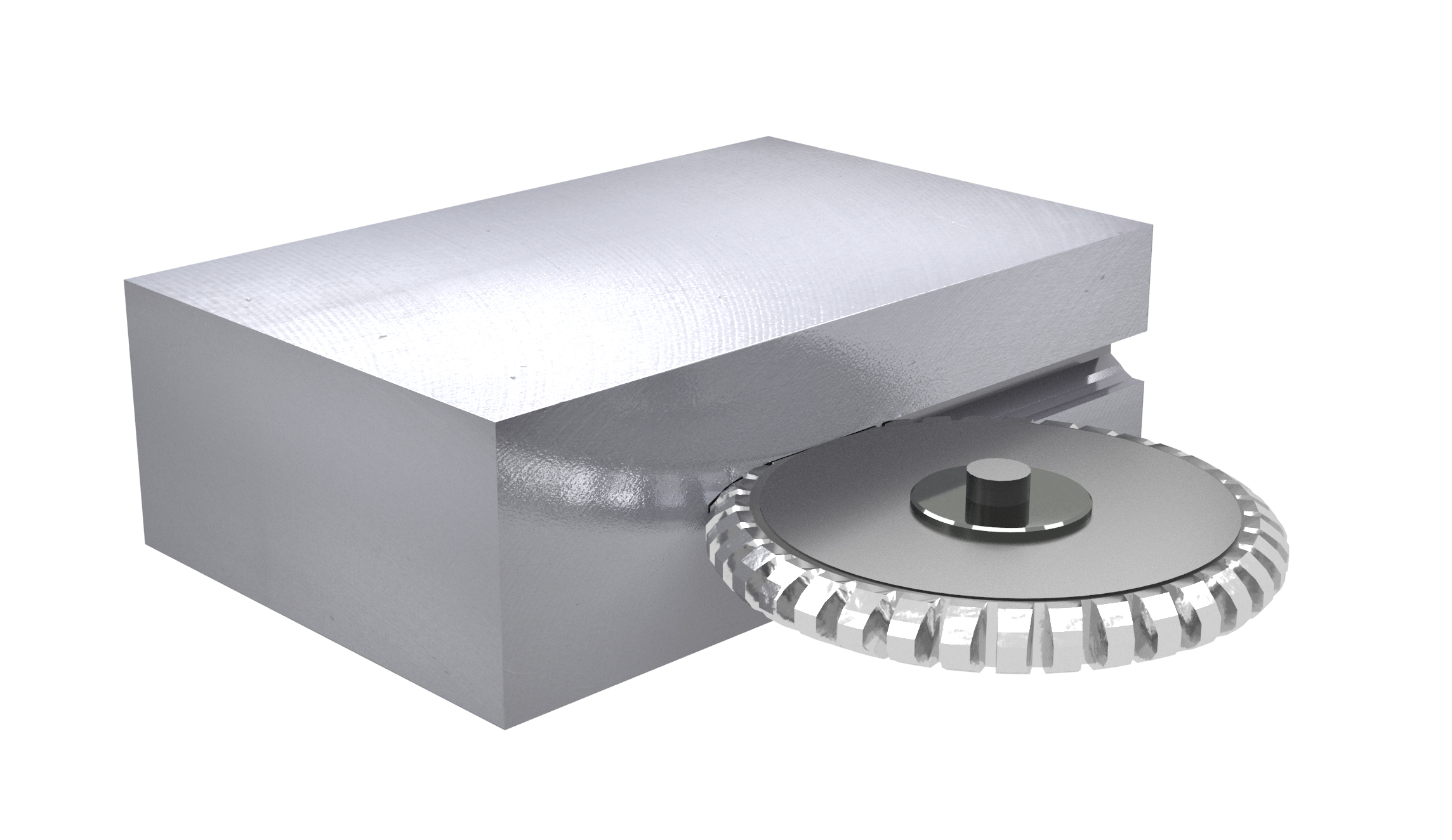
Дисковый инструментальный магазин устанавливается на стороне колонны. При смене инструмента режущий инструмент приводится в движение и позиционируется при помощи роликового кулачка. Устройство смены инструментов (УСИ) манипулятора завершит возврат и выполнит перемещение ножа после достижения шпинделем положения смены инструмента. Механизм роликового кулачка УСИ может бесшумно работать на высокой скорости после предварительной нагрузки, чтобы смена инструмента выполнялась быстро и точно.

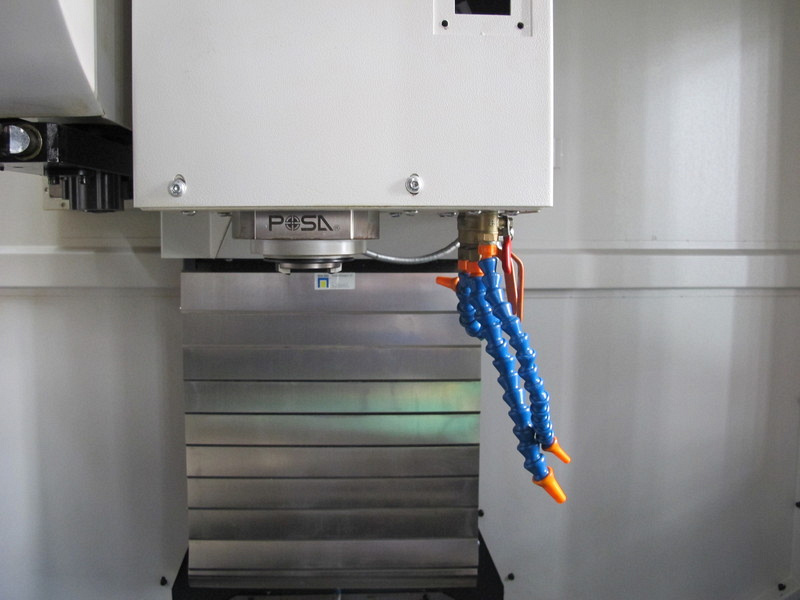
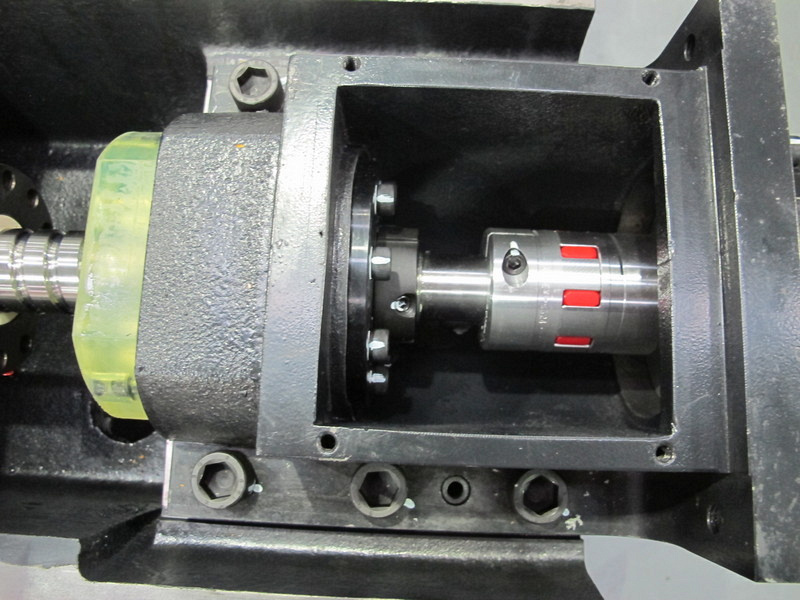
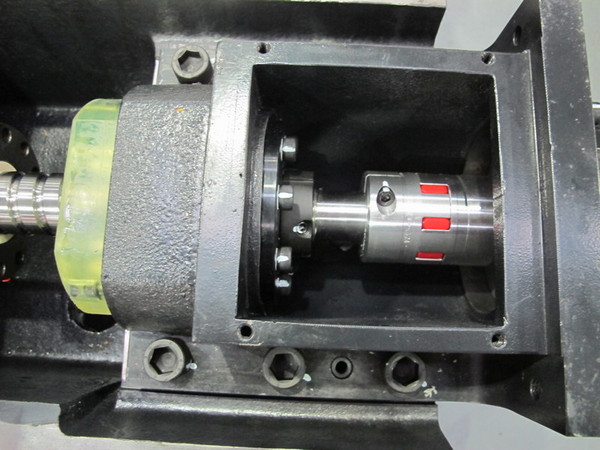
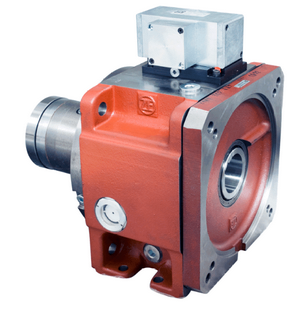
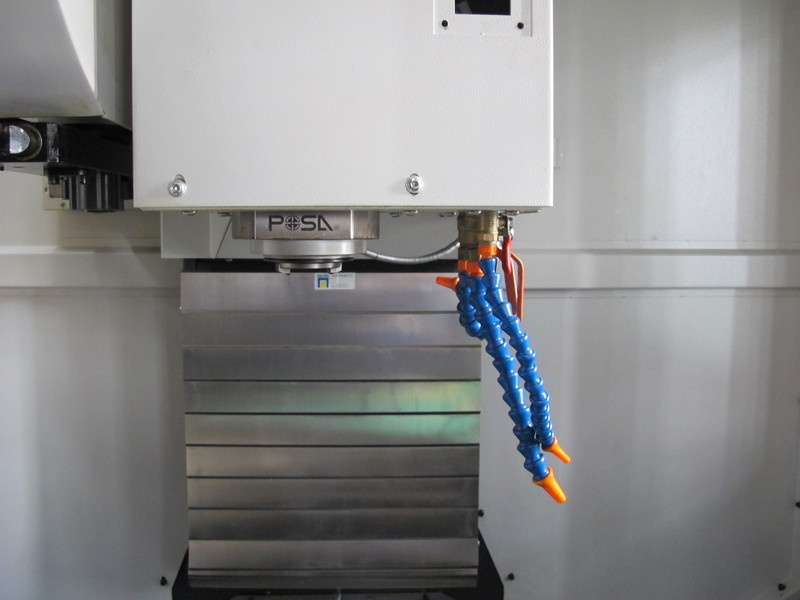
Шпиндель производства мировой компании ROYAL (Тайвань), характеризуется высокой точностью и повышенной жесткостью. В шпиндельном блоке устанавливаются эксклюзивные подшипники класса P4, а сборка всего комплекта шпинделя выполняется при постоянной температуре. После калибровки динамического баланса и пусковых испытаний могут быть обеспечены долговечность срока службы и надежность. Для шпинделя предусмотрена бесступенчатая регулировка скорости в его диапазоне скоростей. С помощью встроенного датчика положения шпиндель может выполнять свою ориентацию и функцию жесткого нарезания резьбы

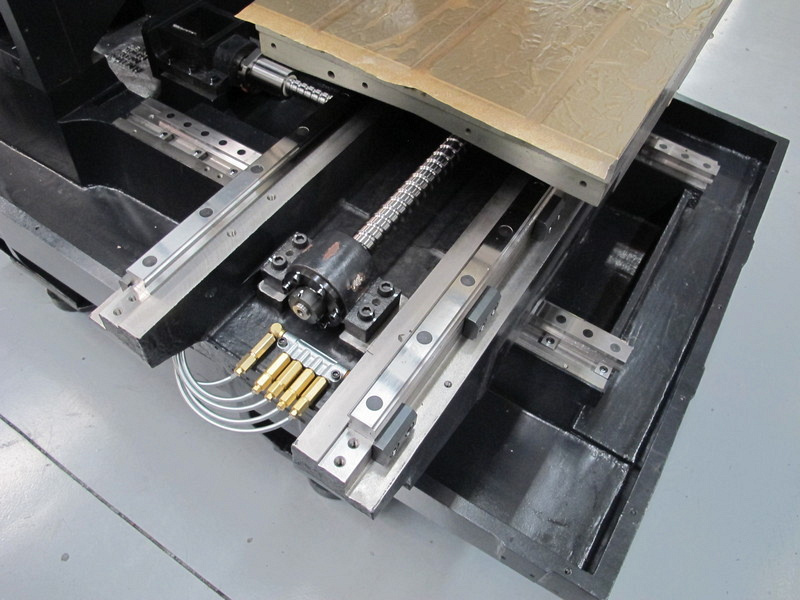
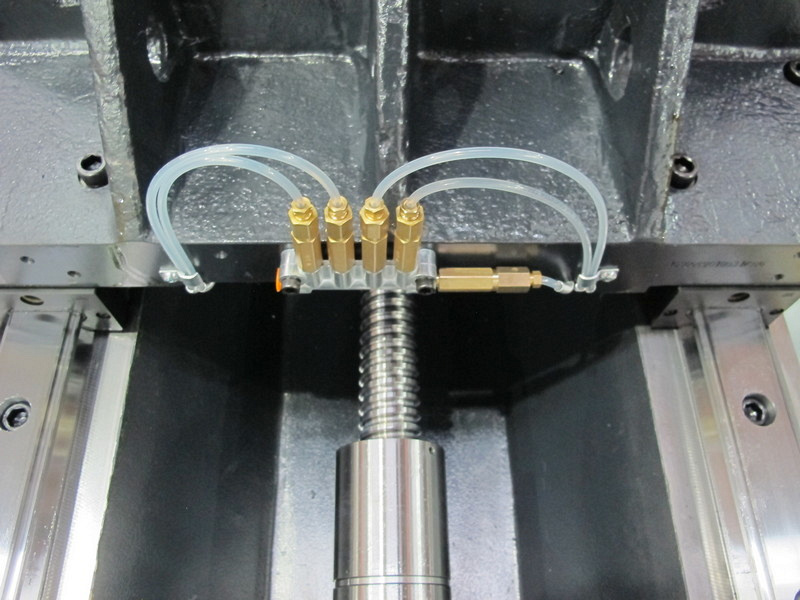
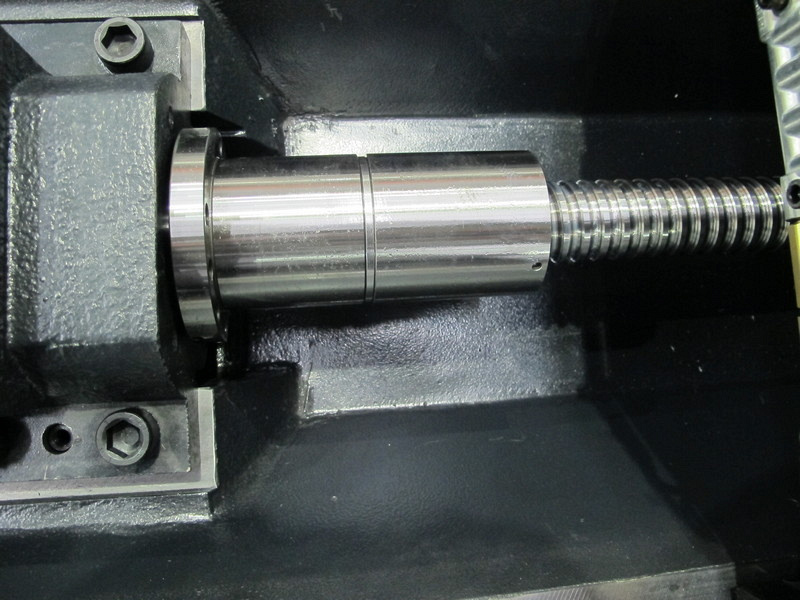
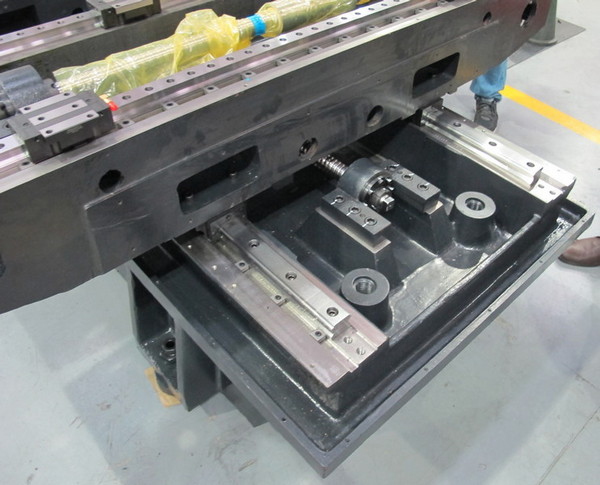
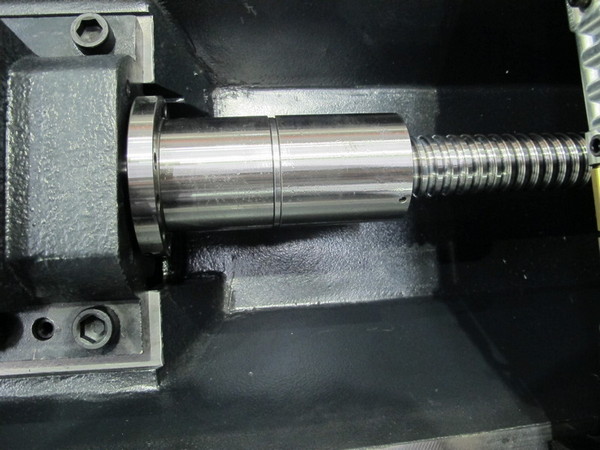
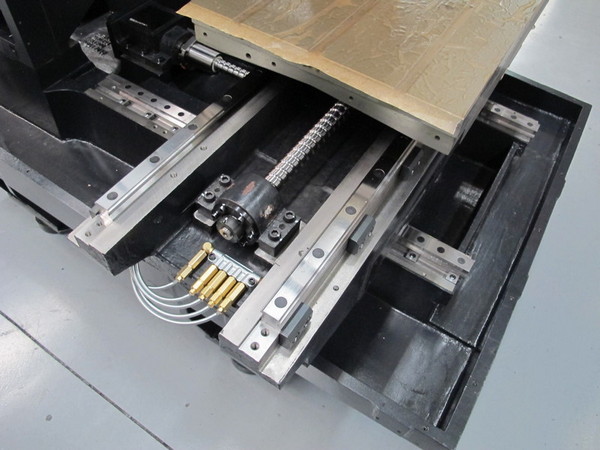
В качестве пары направляющих трех осей используются линейные роликовые направляющие PMI (Тайвань), имеющие преимущества меньшего трения, меньшей вибрации на высокой скорости, отличаются высокой точностью позиционирования, а также обеспечивают высокую эффективность работы сервопривода. Таким образом, точность и стабильность станка значительно улучшаются.
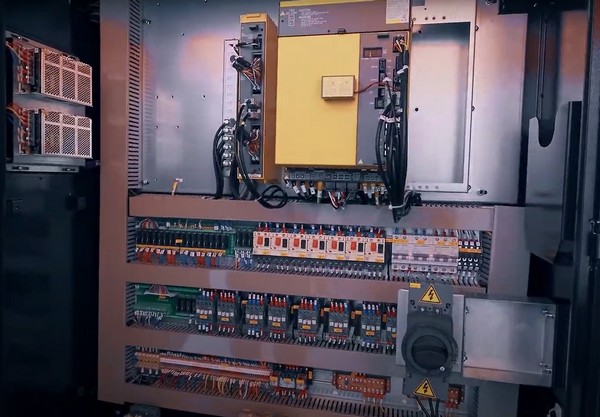
Система ЧПУ FANUC 0I MF представляет одну из систем ЧПУ с полностью цифровой структурой, отличающуюся высокой скоростью обработки, высокой степенью надежности и хорошим показателем эффективности. Она может управлять 4-мя осями координат и 2-мя шпинделями одновременно. Система FANUC 0I MF, новейший цифровой сервопривод и интегрированный PMC составляют полностью цифровую систему управления с превосходным динамическим качеством и высокой точностью регулировки.















Шабрение поверхностей - это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. Технология прецизионного (высокоточного) выравнивания поверхности изделия из металла специальным режущим инструментом позволяет получить поверхность с неравномерностью порядка единиц микрона. Шабрение практически не поддаётся механизации и остаётся одной из самых трудоёмких слесарных работ. Шабрят чаще всего тогда, когда нужно пригнать поверхности двух деталей так, чтобы они прилегали друг к другу наиболее плотно и обеспечивалась высокая точность контакта.


