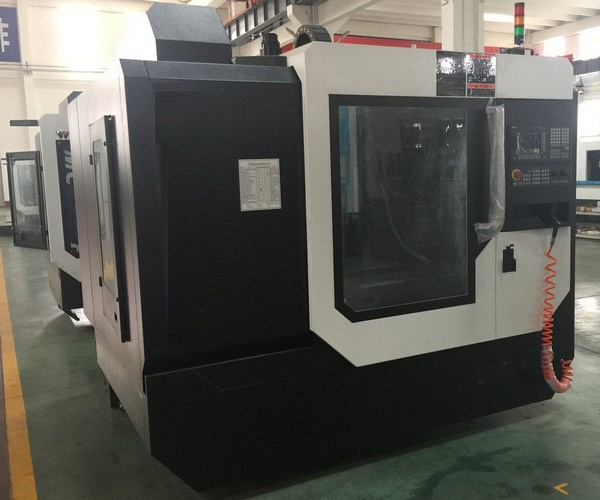
Фрезерные обрабатывающие центры IRONMAC IMV-10.55, IMV-12.60, IMV-13.60












Тип направляющих: качения (роликовые)
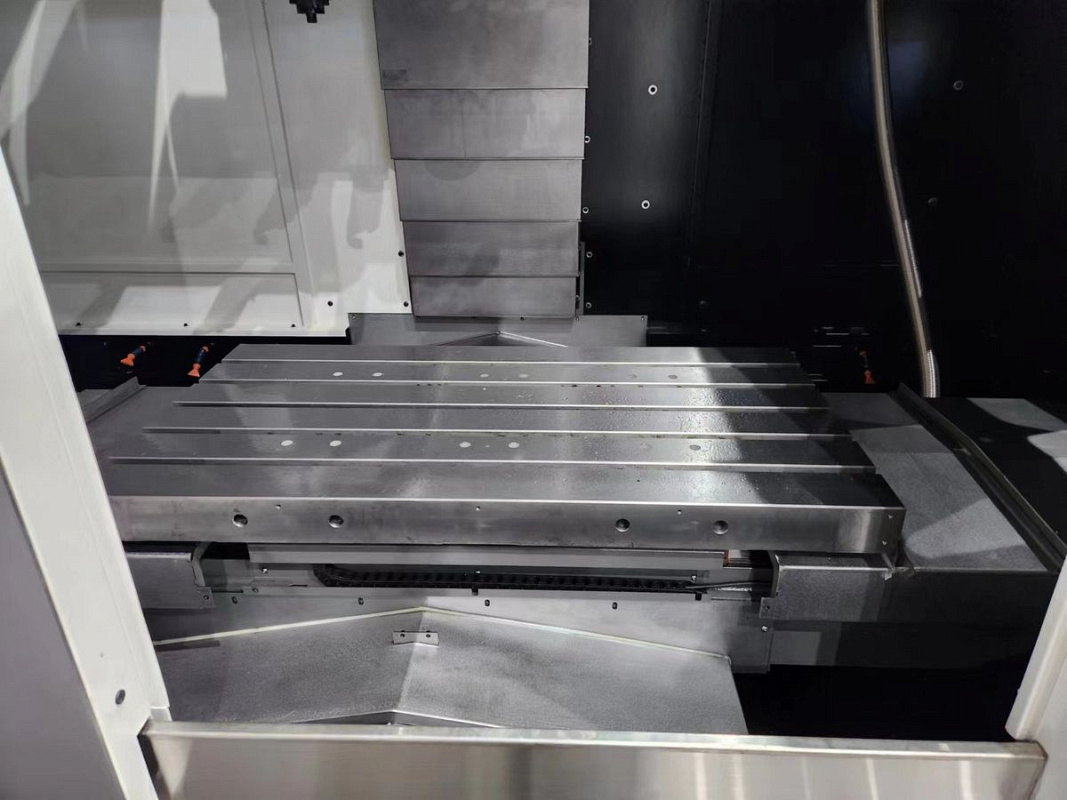
Размер рабочего стола:
1000 x 550; 1200 х 600 мм
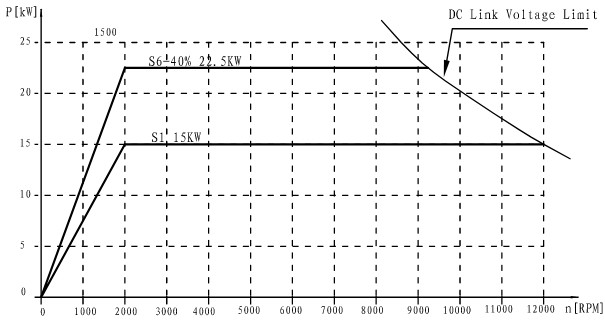
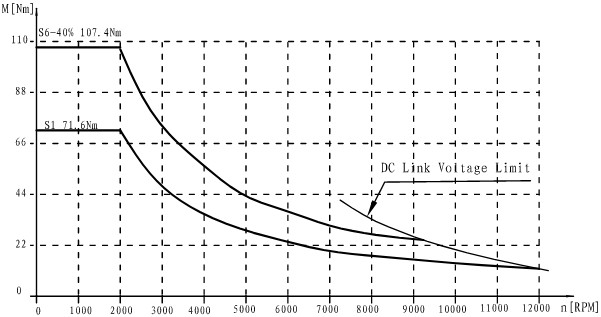
Мощность: 15 / 22,5 кВт
Вес: 5000; 6000 кг
- Цельнолитая чугунная станина
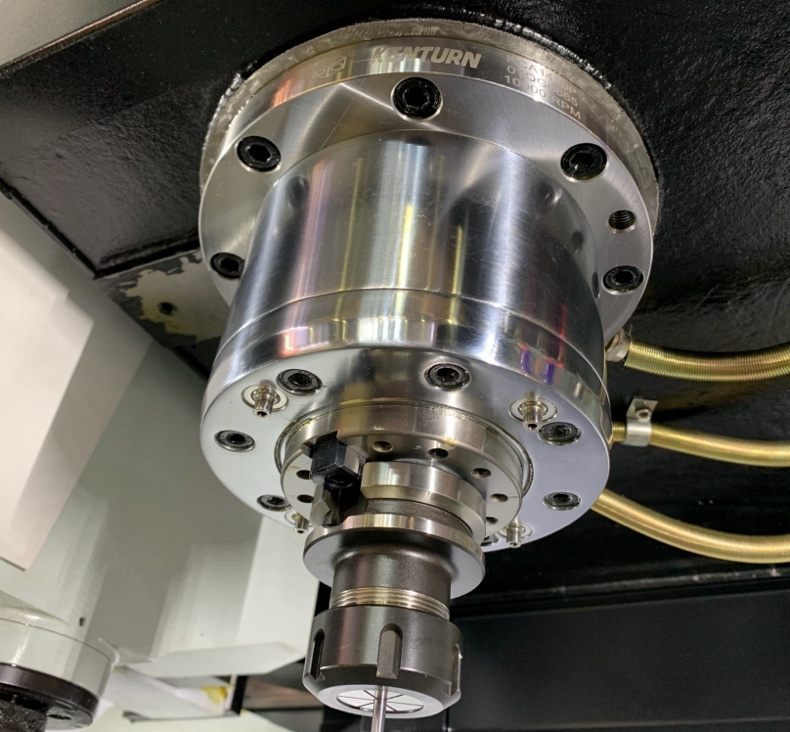
- Мощный высокоскоростной шпиндель 10 000 об/мин
- Подача СОЖ через шпиндель под давлением 20 бар
- Сепаратор СОЖ
- Масляное охлаждение шпинделя
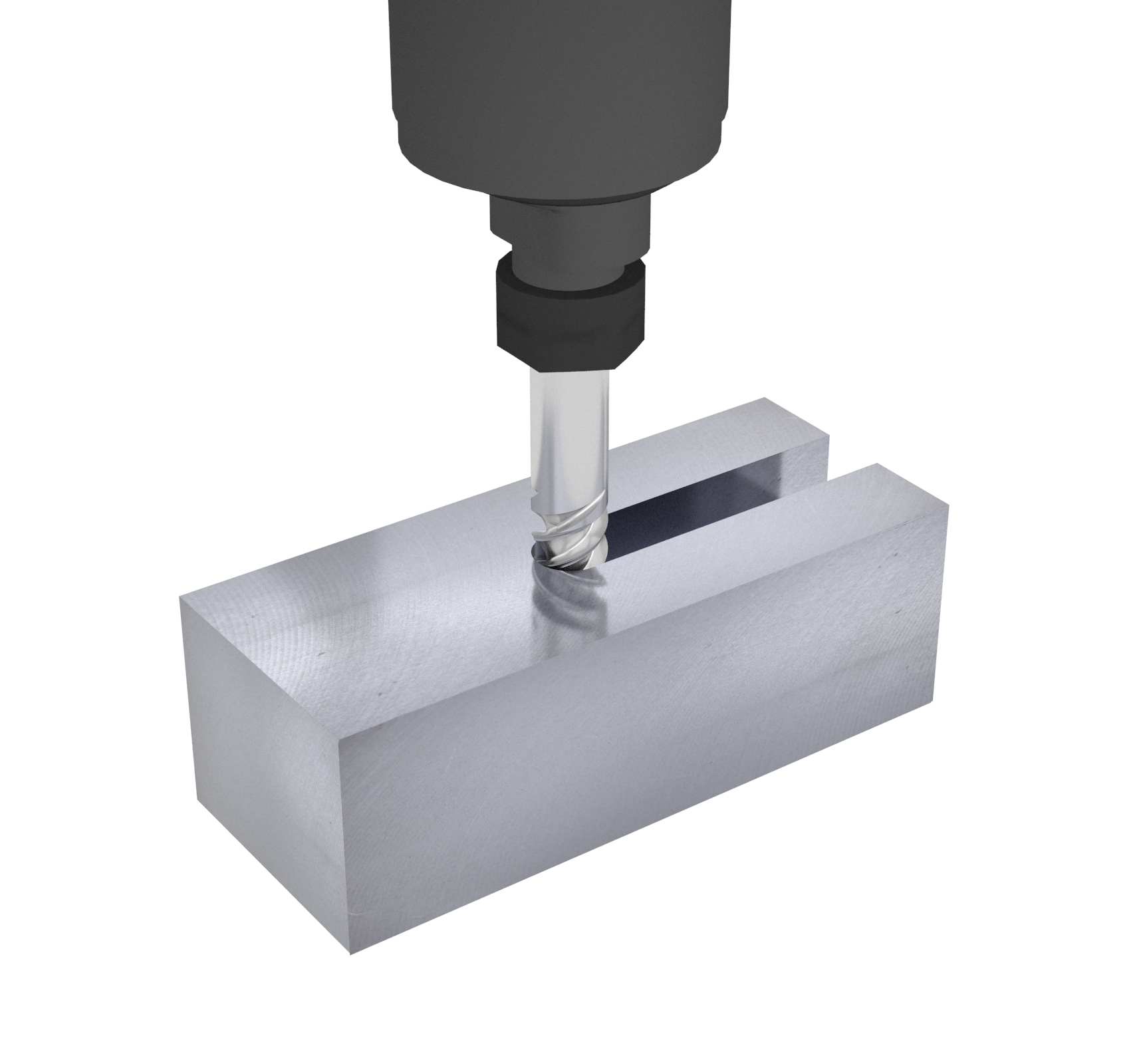
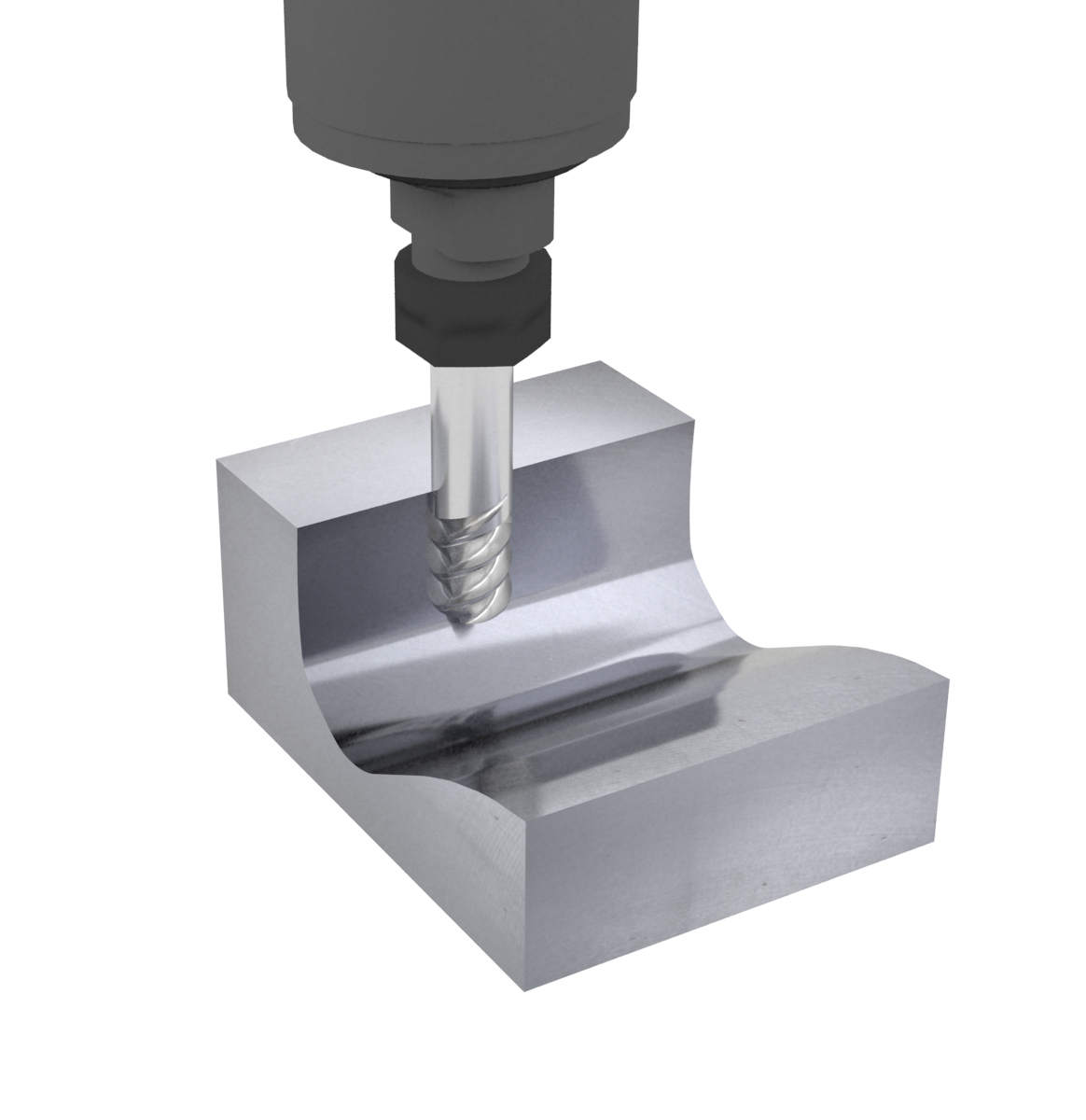
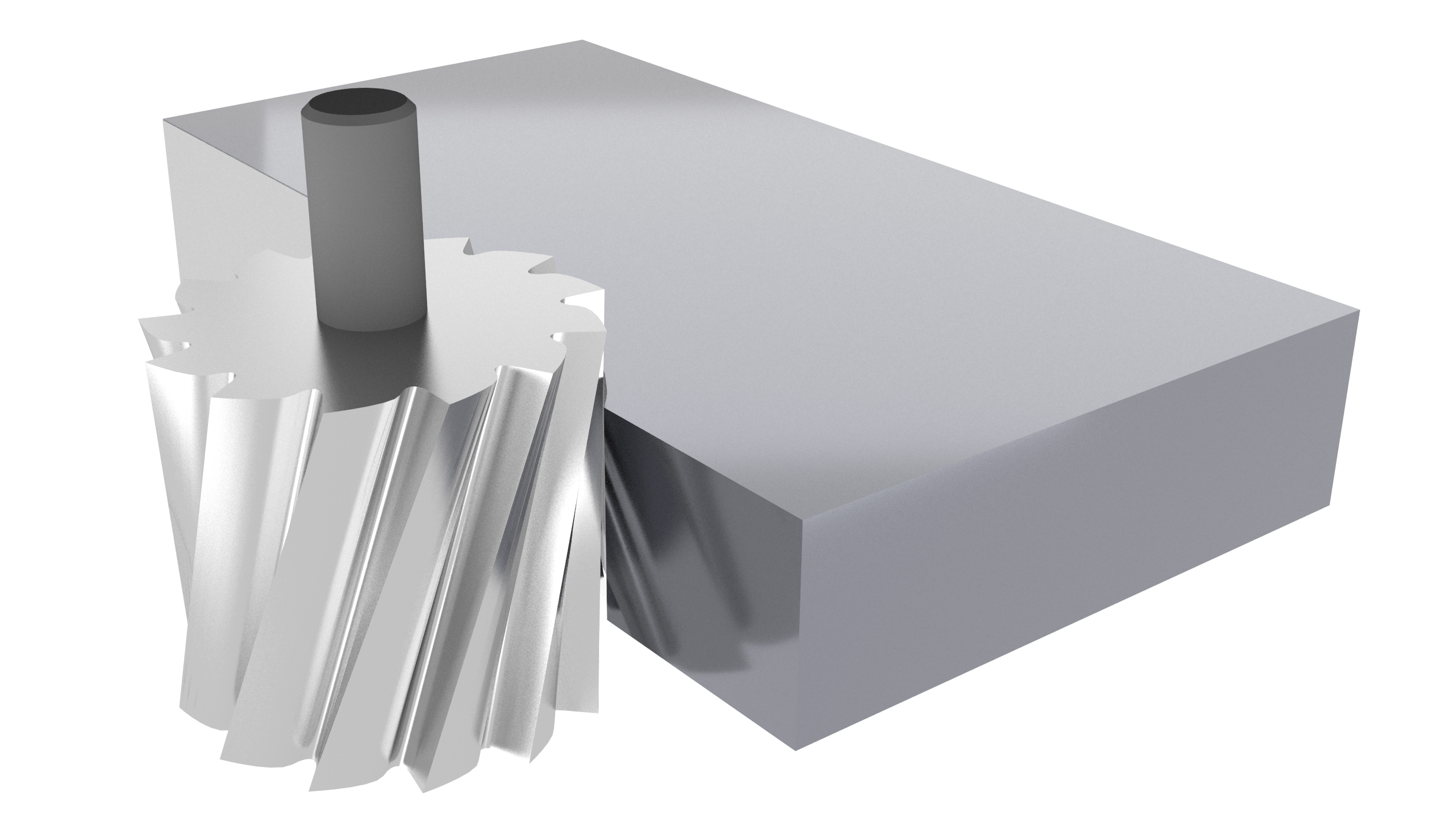
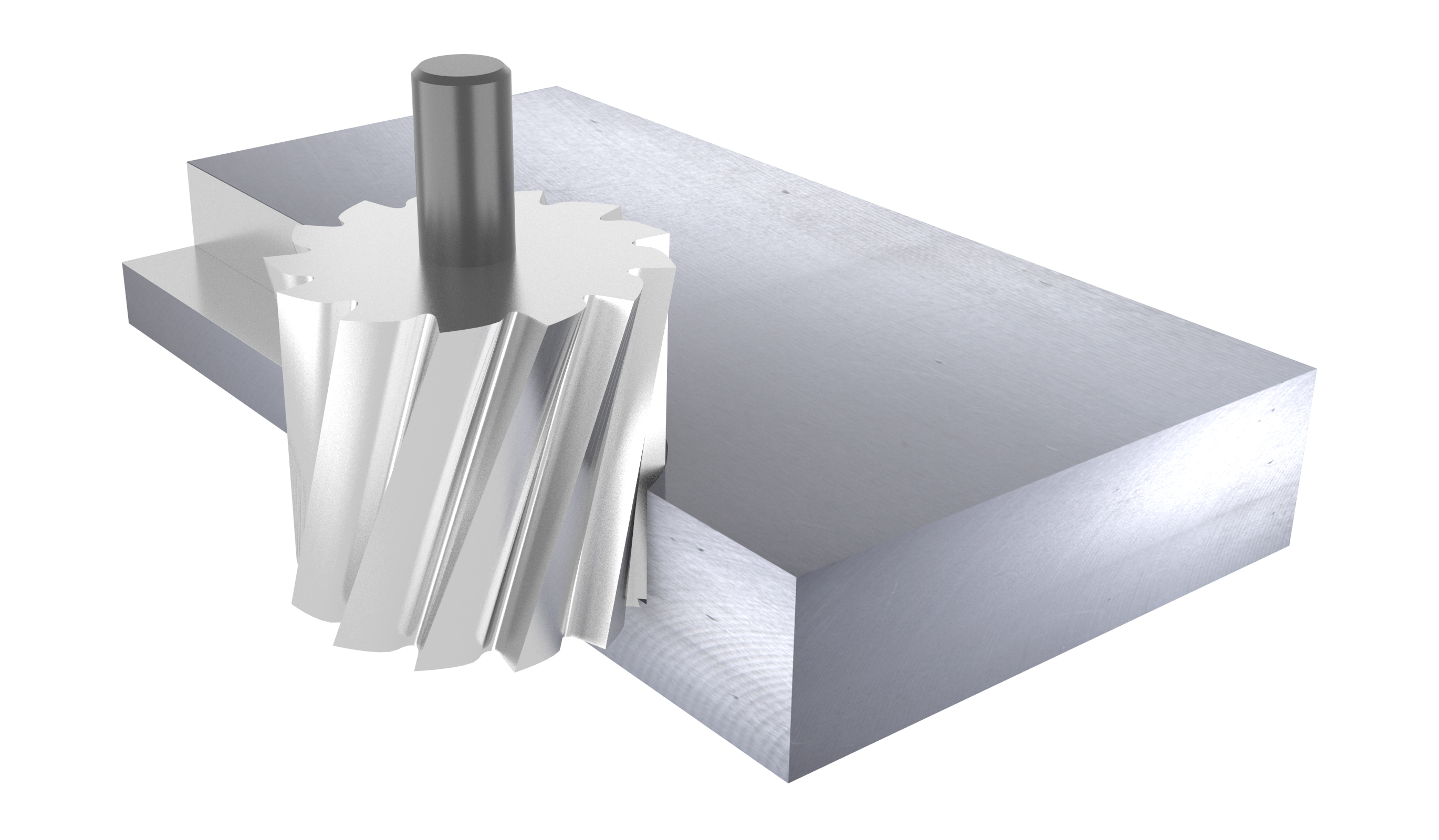
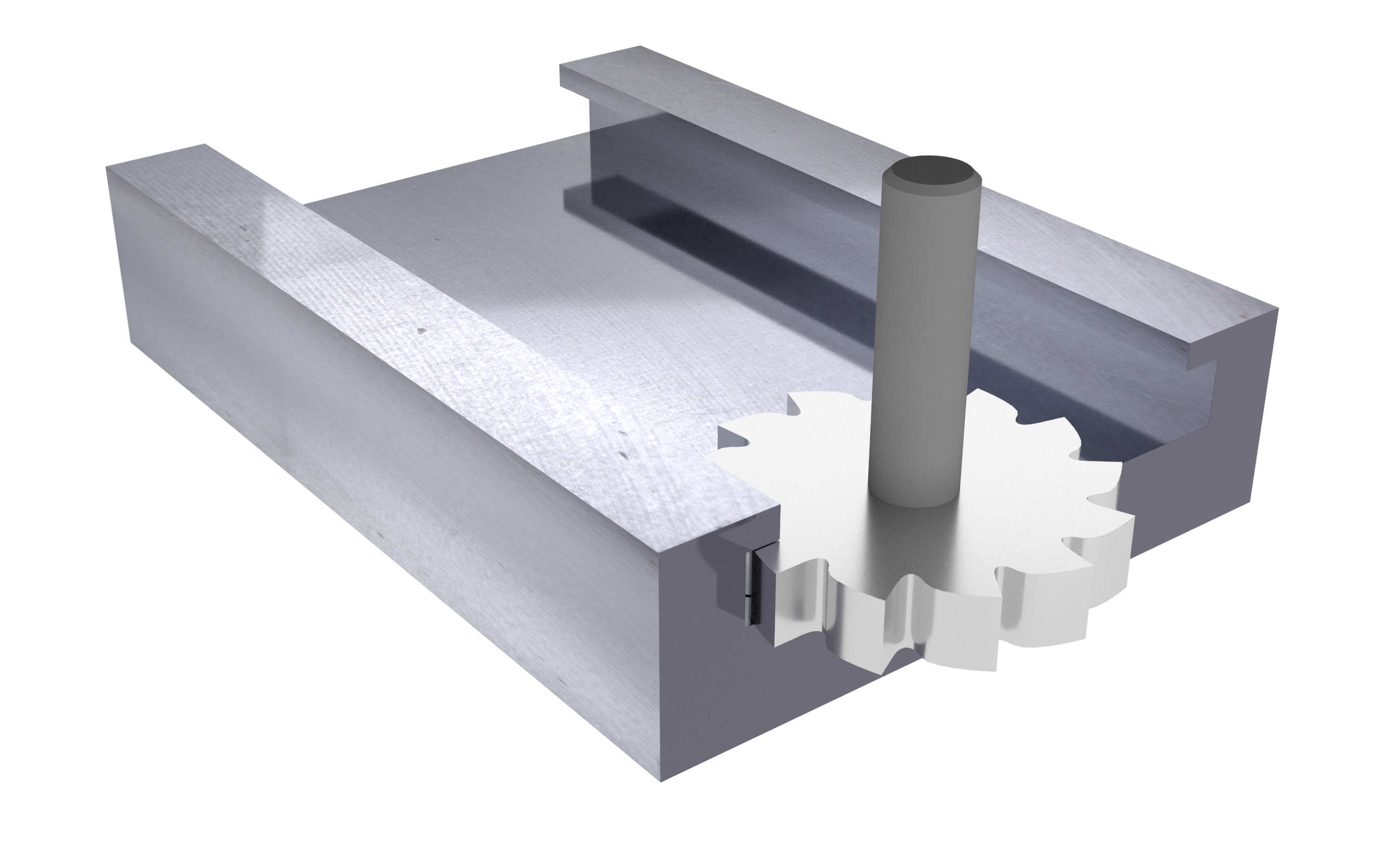
Вертикальные фрезерные обрабатывающие центры IMV позволяют вести комплексную механическую обработку поверхностей заготовки различными способами*:
- фрезерование;
- сверление;
- расточка;
- зенкерование;
- развёртывание отверстий;
- нарезка внутренних и наружных резьб и др. операции.
Фрезерный центр оснащён ЧПУ (числовым программным управлением), многоинструментальным магазином и устройством для автоматической смены инструмента.
Фрезерные центры серии IMV широко используются в инструментальном производстве, производстве деталей штампов и пресс-форм, в авиационной и автомобильной и многих других отраслях промышленности.








Компоненты станины отлиты из модифицированного чугуна Meehanite, с последующим старением станины. Y-образная конструкция колонны позволяет обеспечить высокую жесткость. Станина обеспечивает оптимальное гашение вибрации и гарантирует долговременную стабильность при работе станка.

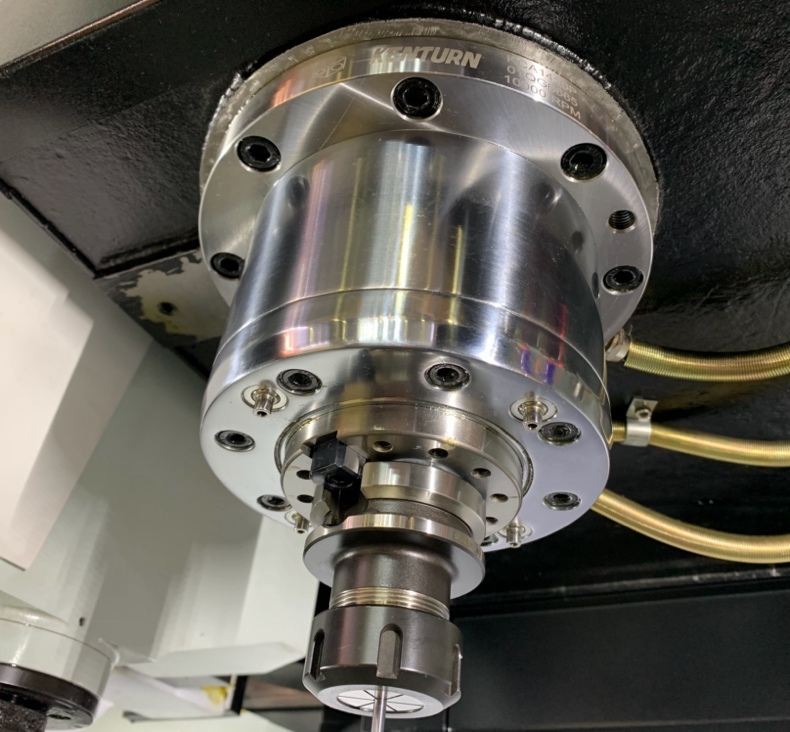
В базовой комплектации установлены шпиндели мировых производителей KENTURN (Тайвань). Максимально сбалансированы и обладает высокой статической и динамической жесткостью, с ременным типом привода (стандарт) BT40 / 10 000 об/мин, для тяжёлой серии станков.
В базовой комплектации станки оснащаются высокомощным приводом 15 / 22,5 кВт.
Станок оснащен системой автоматической смены инструмента манипуляторного типа на 24 позиции.
Производители: OKADA / AIMACH / Fangguan.
Диск магазина приводится в движение двойным роликовым механизмом, что обеспечивает точность позиционирования и долгий срок службы. Система обеспечивает более быструю смену (2 - 3 сек.).

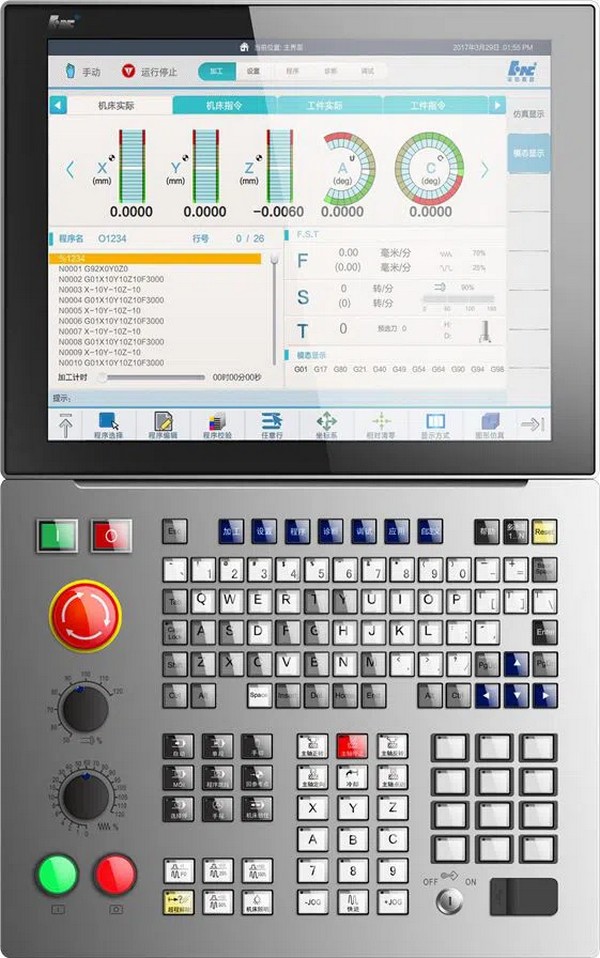
Основные параметры:
- 12,1-дюймовый монитор;
- Один канал поддерживает до пяти осей подачи и четырех шпинделей;
- Максимальное количество связанных осей 3 + 2;
- Контроль поломки инструмента;
- Интеллектуальное управление сроком службы инструмента;
- Технология компенсации тепловых ошибок.
Особенности:
- Технология высокоскоростного и высокоточного управления;
- Ускорение до 1,8 G;
- Технология синхронного управления по двум осям;
- Полная функция управления с обратной связью (энкодер, оптическая линейка);
- Функция поддержки двусторонней компенсации ошибки шага винта по 20 000 точкам;
- Функция автоматического измерения;
- Индивидуальная настройка.
Интеллектуальные функции:
- Многочисленные данные для станков с ЧПУ;
- Контроль поломки инструмента;
- Обеспечение исправности станка;
- Интеллектуальная оптимизация параметров процесса;
- Интеллектуальное управление сроком службы инструмента.
HIWIN (Тайвань) / THK (Япония)
Станки серии IMV оснащены ШВП фирмы HIWIN (Тайвань) или THK (Япония), установленных с предварительным натяжением – это обеспечивает точное и плавное перемещение даже с высокой нагрузкой.
Диаметр винта и шаг по оси X = 40 х 12/16
Диаметр винта и шаг по оси Z = 40 х 12/16
Диаметр винта и шаг по оси Z = 40 х 12/16
Подшипники для ходового Винта HANCHI (Япония)

HIWIN (Тайвань) / THK (Япония)
В несущих блоках (каретках) четыре рядя роликов размещены под углом 45°, поэтому одинаково воспринимают нагрузку как в радиальном, так и в продольном направлениях.
За счет использования линейных направляющих достигается высокая жесткость и грузоподъемность, быстрый динамический отклик, низкий коэффициент трения.

Электрические компоненты Schneider Electric (Франция)

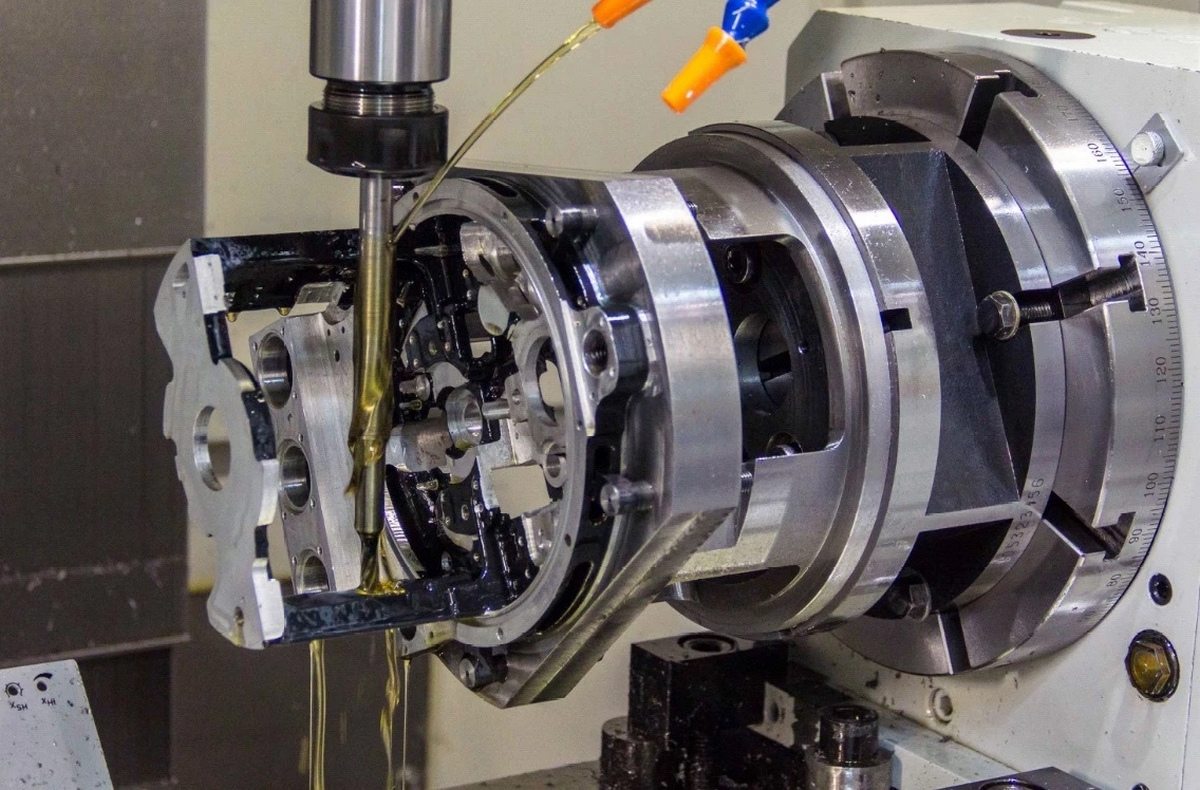
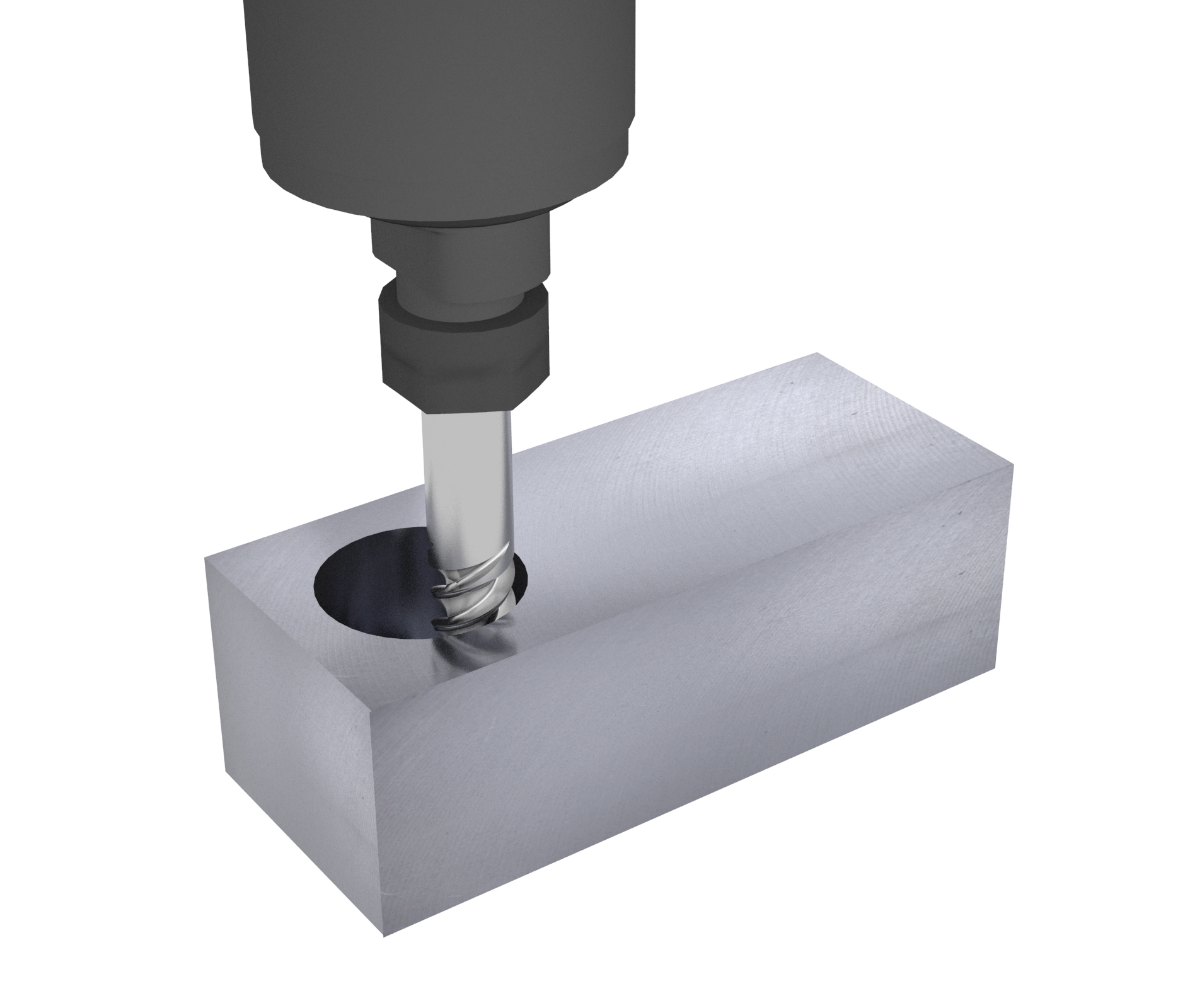
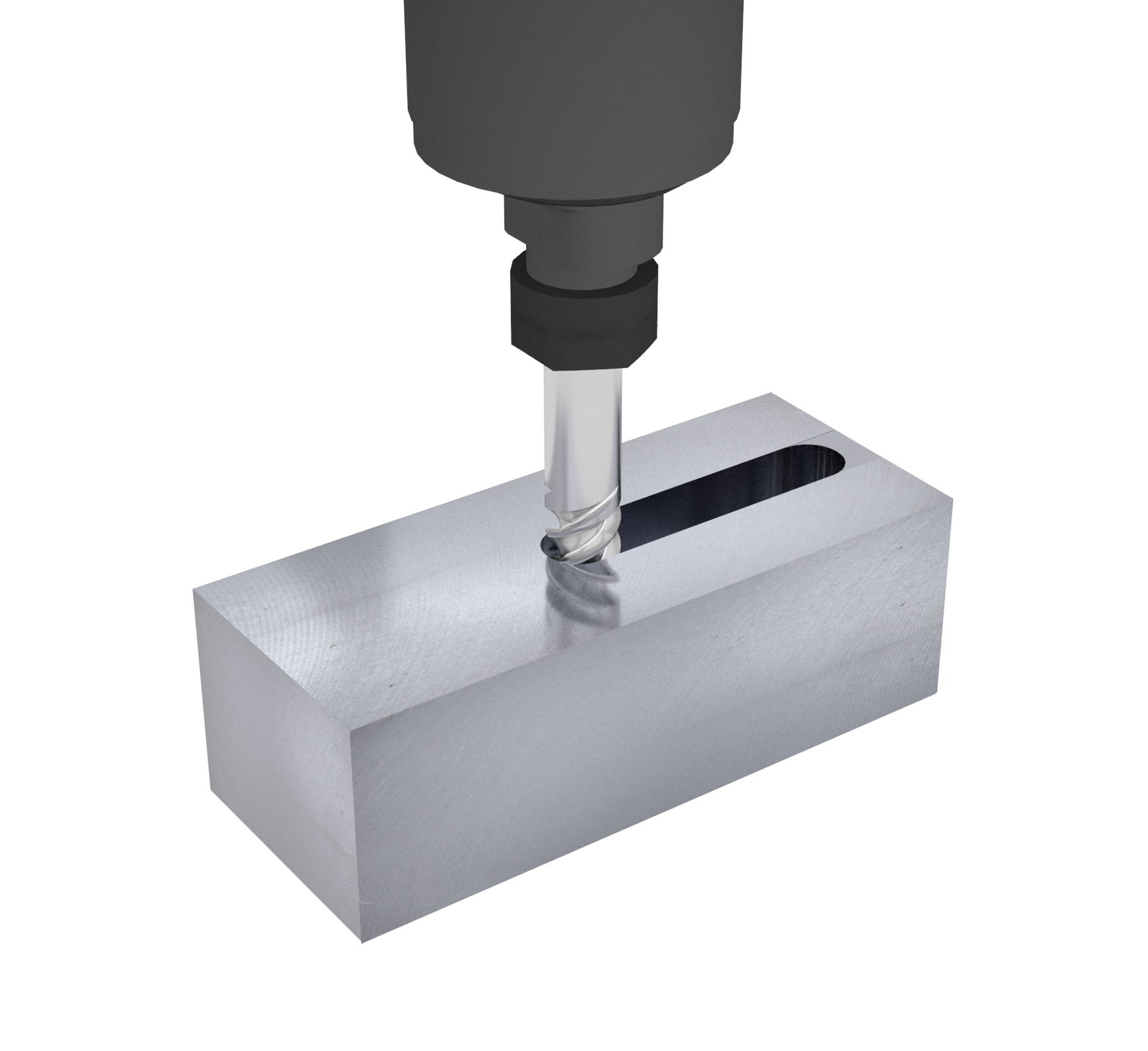
Шпиндель - один их главных узлов, от эффективности работы которого напрямую зависит качество и точность обработки. Именно поэтому на станках серии IMV установлено масляное охлаждение шпинделя. Основные преимущества:
- качественное охлаждение при максимальных высоких оборотах;
- стабильное и равномерное охлаждение на протяжении всего периода работы;
- предотвращение тепловых деформаций при тяжёлых нагрузках на шпиндель;
- крайне низкий уровень шумности и отсутствие вибрации.

Станки оснащены станцией подачи СОЖ под высоким давлением 20 бар. Система подачи СОЖ через шпиндель позволяет повысить качество обработки, увеличить глубину реза, повысить скорости подачи и продлить срок службы инстурмента