


Ø обработки: 330 мм
РМЦ: 400 мм
Мощность: 11 кВт
Вес: 4085 кг
- Многофункциональная токарно-фрезерная обработка
- Компактная жесткая цельнолитая станина
- Линейные роликовые направляющие качения увеличенного сечения с ускоренными перемещениями 24 м/мин по всем осям
- Модульная структура станков разработана с возможностью установки осей «C» и «Y»
- Самое большое перемещение по оси «Y» среди конкурентов аналогичного типоразмера: ±60 мм!
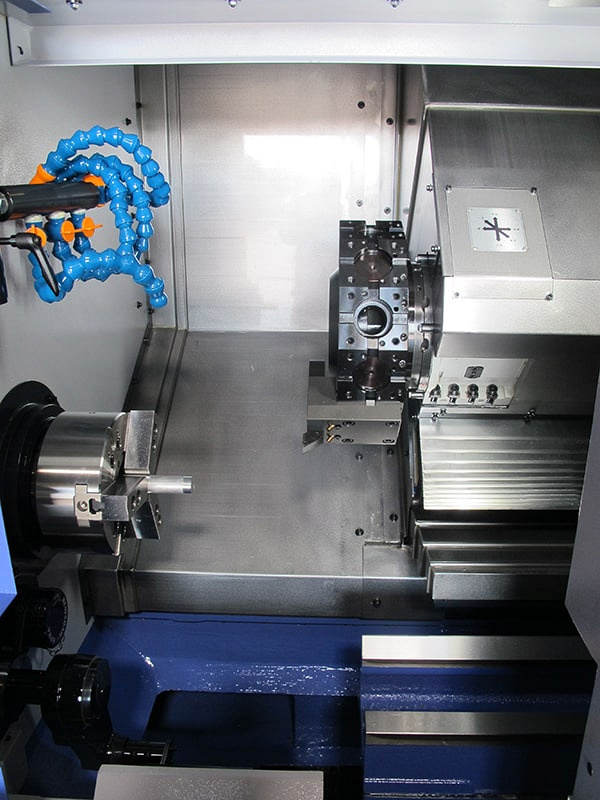
Серия станков с ЧПУ JCL великолепно подходит как для чистовой обработки, так и для продолжительной тяжелой обработкb. Станки специально сконструированы для длительного обеспечения точности и качества поверхности обрабатываемой детали. Цельнолитая станина в компоновке с высокоточными линейными направляющими обеспечивают высокую жесткость с высокой точностью и скоростью обработки.
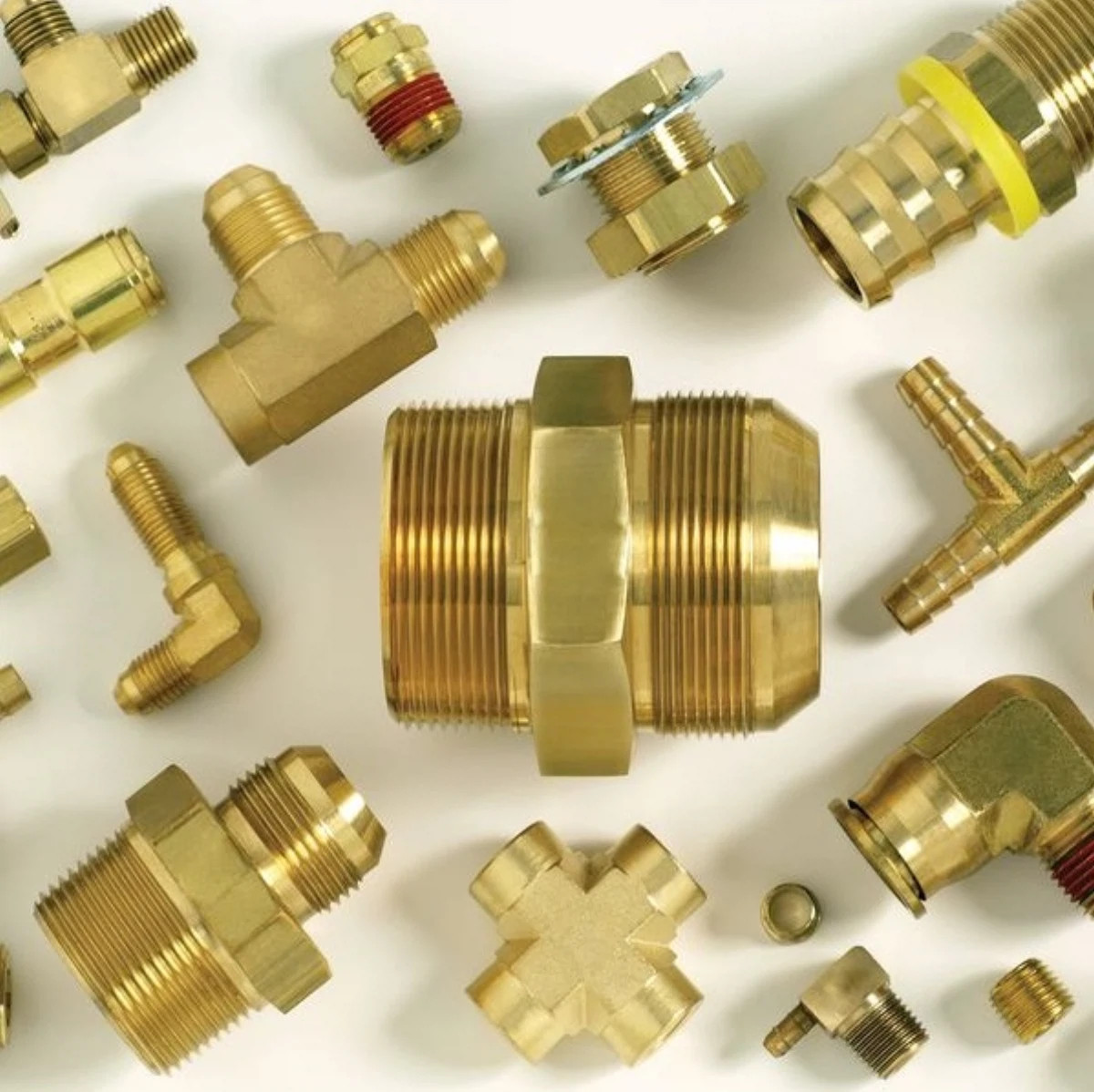
Токарные обрабатывающие центры серии JCL применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.




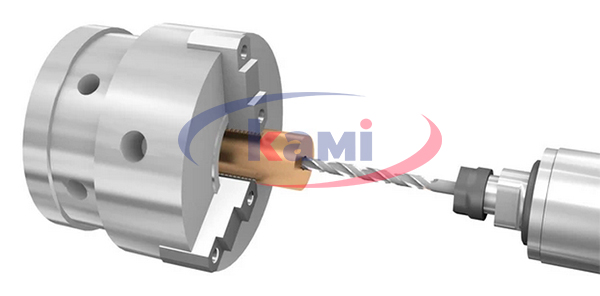
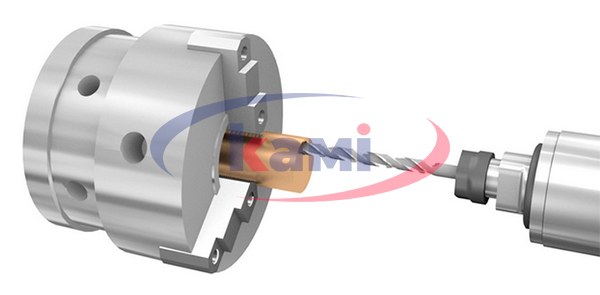
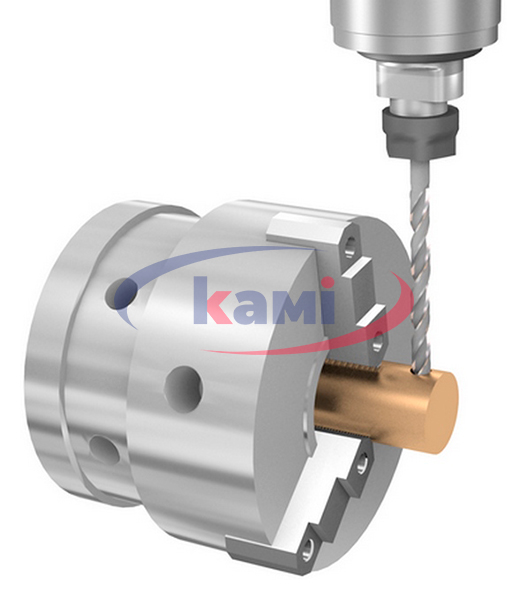
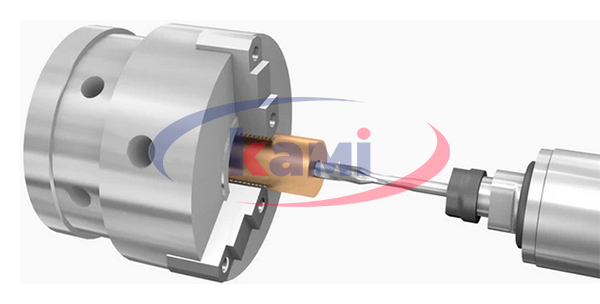
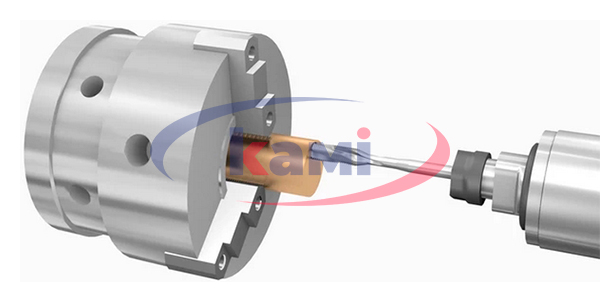
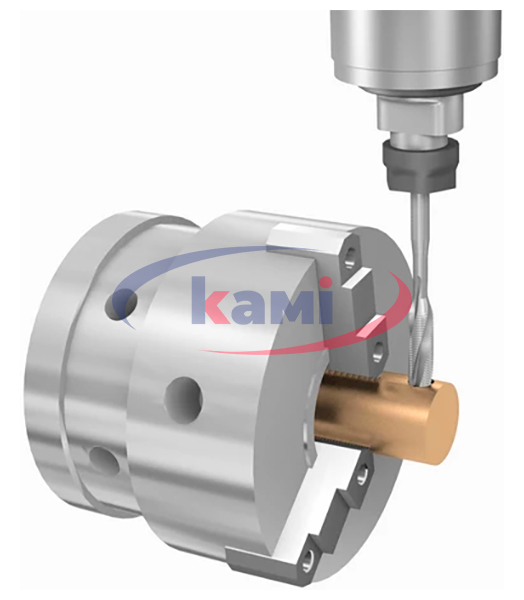
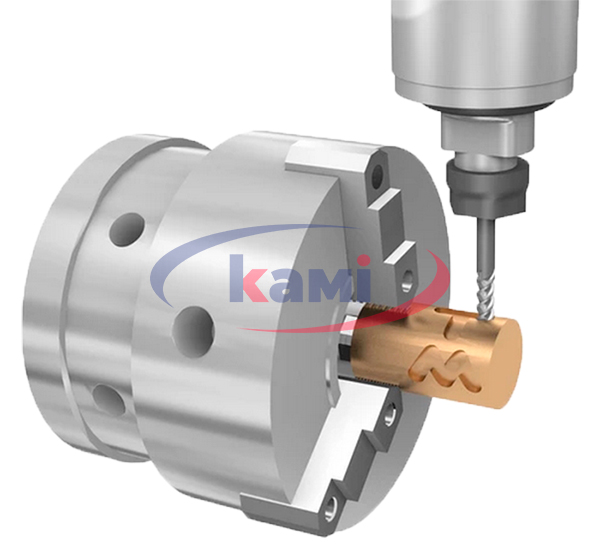
Шпиндель оснащён осью «С» и мощной револьверной головой с приводным инструментом. Такая компоновка позволяет использовать фрезерную функцию.
С помощью приводных блоков производить контурное фрезерование, осевое сверление и растачивание, нарезание резьбы и другие операции при обработке сложных технологических деталей.
По всем осям установлены особо жесткие роликовые линейные направляющие качения. Каждая линейная направляющая по оси Z включает два блока (каретку), обеспечивающих чрезвычайно прочную опору. Направляющие качения имеют высокую сопротивляемость износу, отсутствие деформаций как без нагрузки, так и в нагруженном состоянии, проявляют устойчивость к термическому расширению под нагрузкой, причиной которого является трение.
Шарико-винтовая пара (ШВП) третьего класса точности (С3) напрямую приводится в действие серводвигателем. Большой диаметр ШВП значительно повышает стабильность подачи и процесса резания, а класс точности обеспечивает высокую повторяемость на обрабатываемых деталях.

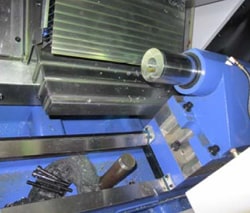
На станке применяется высокоточный жесткий шпиндель (производства Тайвань).
Используются прецизионные подшипники класса Р4 поддерживающие высокую осевую тяговую способность, что обеспечивает повышенную точность при проведении ответственных операций.
Гидравлический тормоз шпинделя способен обеспечить плавное движение по оси С - для обработки с небольшим торможением. Мощный тормоз способен остановить и поглотить всю вибрацию от фрезерных операций.

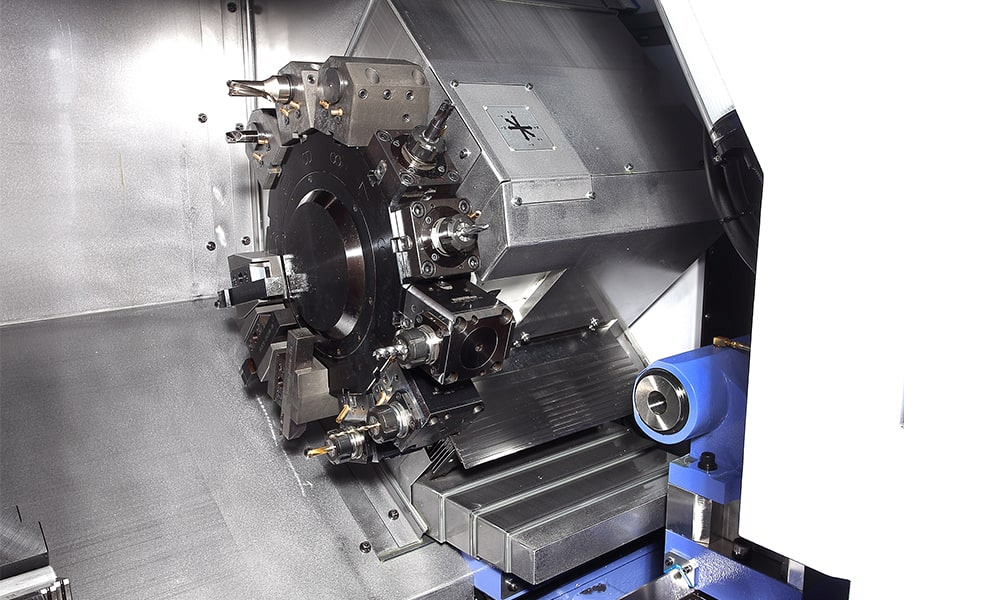
Сервоприводная револьверная голова на 12 позиций с типом крепления инструментальных блоков BMT (на четыре болта).
Предназначена для смены и подвода инструмента непосредственно в зону резания.В инструментальный диск встроен компактный мощный двигатель. Привод инструмента осуществляется непосредственно без шестерен, без колебаний.
Инструментальные позиции установлены по радиусу. Идеально подходит для силовой обработки.
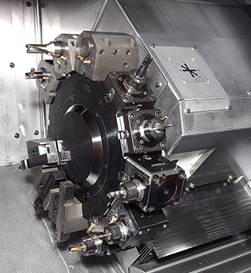
Имеет преимущество в жесткости крепления инструментальных блоков к револьверной головке за счет закрепления 4-мя болтами, это позволяет производить обработку при тяжелых режимах резания обеспечивая высокую точность, высокий крутящий момент за счёт прямой передачи.
Высокое осевое усилие зажима.

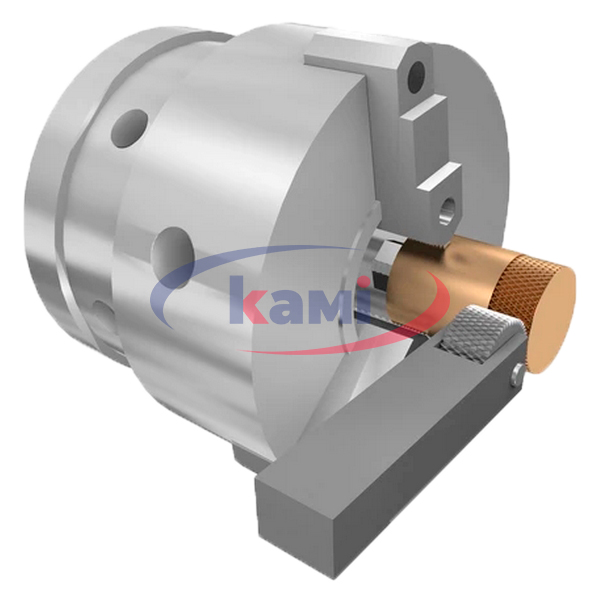
Установлена ручная система измерения инструмента фирмы Renishaw.
Система измерения инструмента позволяет измерить размер инструмента перед резанием и проверить наличие повреждений или поломки инструмента в процессе обработки.
А также исключает из технологического процесса простои станков и брак, связанные с выполнением наладки и контроля инструмента вручную.
В базовой комплектации установлена система ЧПУ Fanuc 0i TF. Русифицированное меню оператора. Все основные компоненты системы ЧПУ: контроллер, привода, усилители изготовлены фирмой FANUC. Только за счёт этого достигается высокая функциональность, исключительная надёжность при средней наработке не менее 50 лет.
Инновационное программное обеспечение и аппаратная часть гарантируют высокую производительность, точность и качество обрабатываемых изделий.

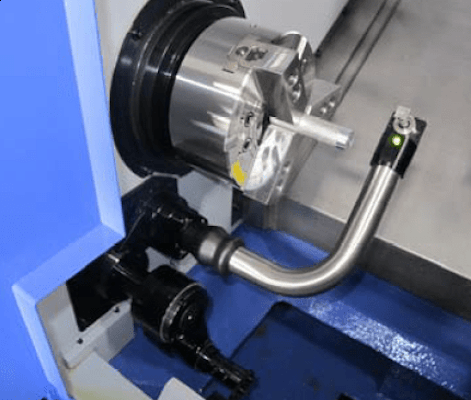
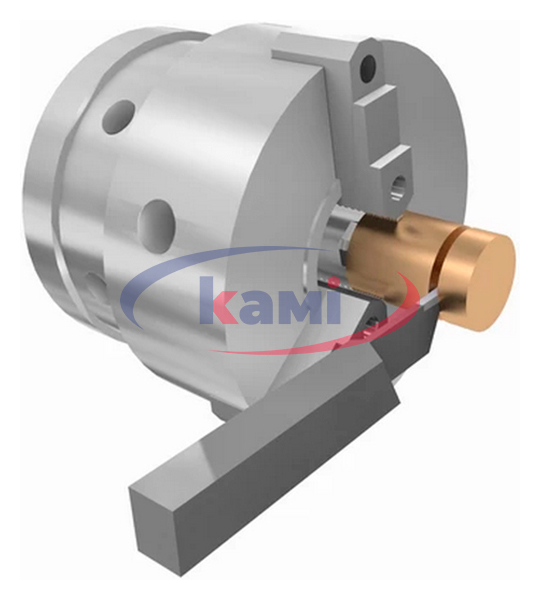
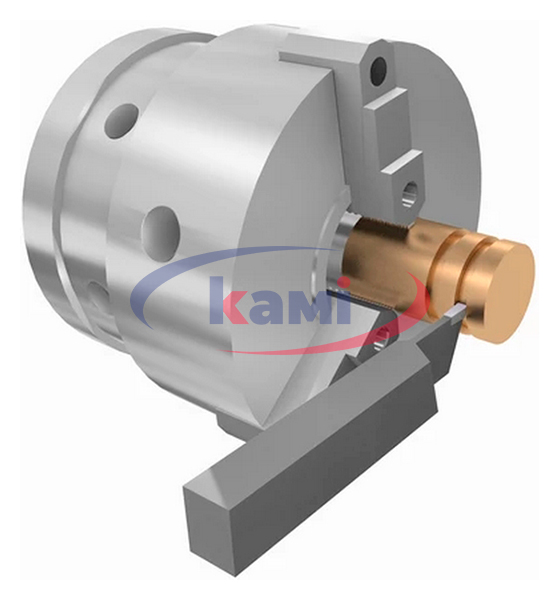
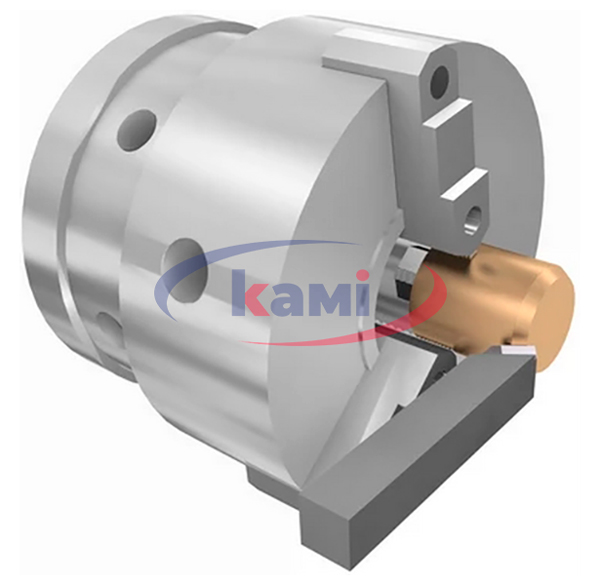
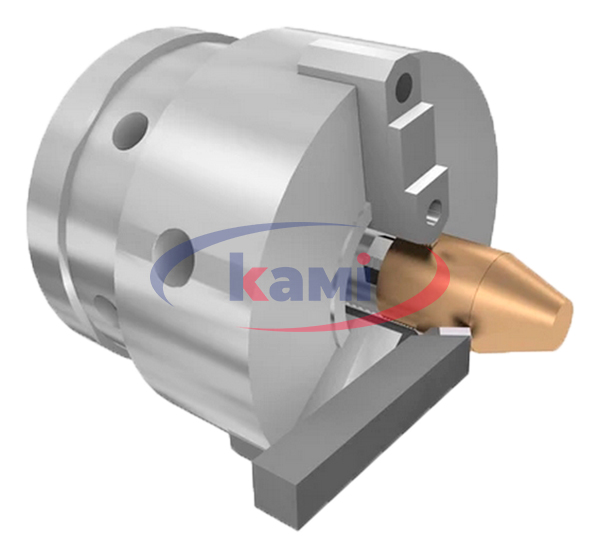
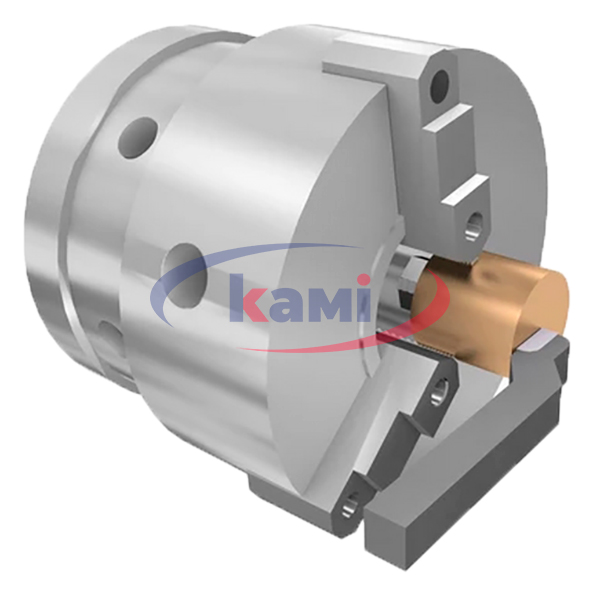
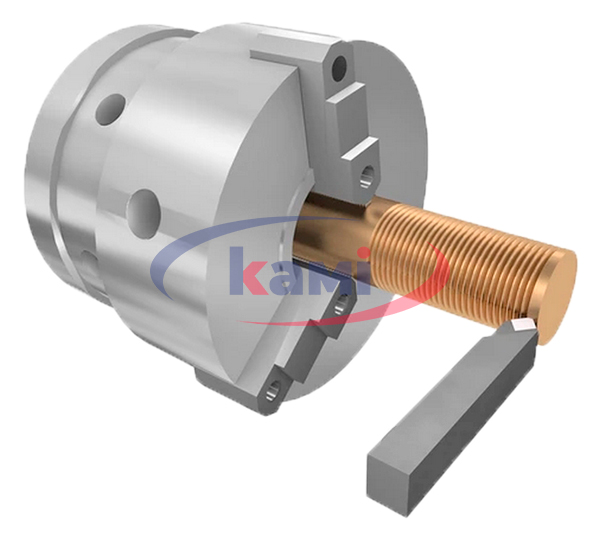
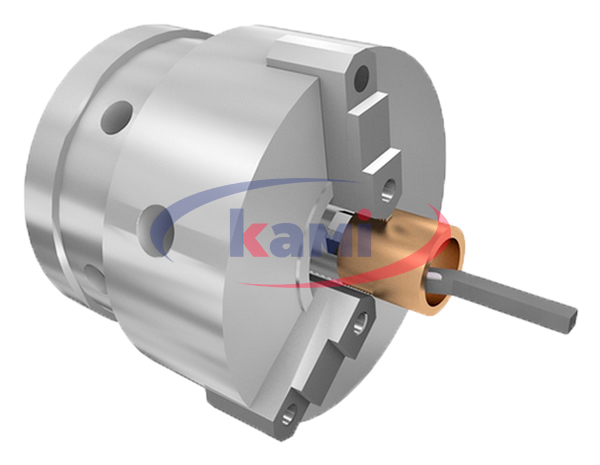
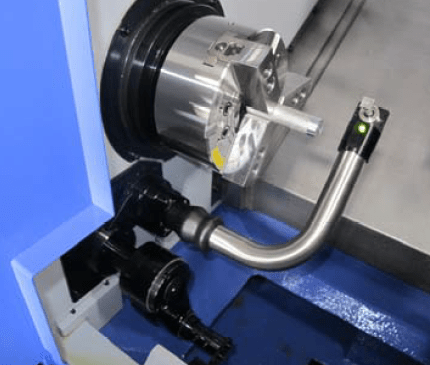
В базовой комплектации установлен самоцентрирующийся 3-х кулачковый патрон (диаметром 8” и увеличенным проходным отверстием для обработки прутка до Ø60 мм) с гидроприводом. Изготовлен из износостойкой стали. Предназначен для зажима заготовок цилиндрической симметричной формы.

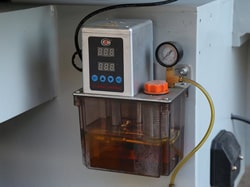
Автоматическая система обеспечивает централизованную своевременную смазку по основным движущимся элементам – ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка времени впрыска осуществляется через контроллер панели ЧПУ. Система смазки компактно встроена в корпус станка. Оповещение на панели оператора об минимальном уровне или окончании масла в резервуаре.
В стандартной комплектации встроен производительный для удаления стружки ленточного типа. Эффективно удаляет стружку из зоны резания и позволяет работать на станке без остановок на обслуживание. С конвейером поставляется корзина для сбора стружки.

Состоит из пиноли с гидравлическим приводом, которая перемещается во внутренней части корпуса. Пиноль и корпус двигаются независимо друг от друга. Задняя бабка опирается на V-образные и плоские направляющие. Широкое расположение направляющих и конструкция задней бабки, обеспечивают высокое усилие поджатия и надежность крепления заготовки.
Для работы с прутком и соединения с автоматическим устройством подачи прутка, на станке смонтированы необходимые разъёмы для подключения. В электрошкафу подведены кабели и подключены необходимые электрические платы для синхронизации работы прутокподатчика со станком. В процессе эксплуатации станка, подключение пруткоподатчика не составит затруднений у обычного оператора.

Создание рабочего давления для зажимного патрона, гидравлической револьверной головки, гидравлической задней бабки.
Комплектующие от ведущих производителей обеспечивают стабильное перемещение рабочих узлов, низкий уровень шума и длительный срок службы.

Высокоэффективная система охлаждения сохраняет температуру внутри кожуха постоянной и оптимальной для электрических компонентов для максимально надёжной работы электроники (рекомендуется в случае постоянной работы на станке в 2-3 рабочие смены.

Предназначена для зажима/разжима гидравлического патрона и выдвижения пиноли.
Сокращает подготовительное время, позволяет перенастроить на необходимый типоразмер детали за короткое время.

Служит для увеличения производительности за счёт сокращения суммарного времени на обработку чертежей перед началом изготовления и может использоваться как для простых, так и для сложных технологических процессов. Для программирования циклов машинной обработки, включая циклы вращения, фрезеровки, сверления и измерения, можно использовать подсказки или диалоговый режим, а также с легкостью осуществлять программирование деталей и симуляцию непосредственно на мониторе панели управления.
Система ЧПУ MITSUBISHI M80 обеспечивает высокую производительность и простоту использования:
- Блок управления панельного типа с встроенным дисплеем
- Операционная система собственной архитектуры
- Огромное количество опций доступных в базовом пакете ЧПУ
- Опция помощника программирования на стойке доступна уже в базе (NAVI LATHE)
- Все базовые циклы уже предустановлены
Интерфейс на русском языке.
Эффективно собирает масляный туман во время работы и, при необходимости, обеспечивает возврат собранного масла обратно в станок. Применяются на металлообрабатывающем производстве образуется масляный туман после применения смазочно-охлаждающей эмульсии и различных масел. Постоянное осаждение капель тумана на поверхностях пола, стен и оборудования в цехе приводит к нарушению условий гигиены труда.

Предназначена для поддержания длинных и тяжелых заготовок, для увеличения жесткости и точности обработки.
Широкие направляющие перемещения задней бабки гарантируют высокую жёсткость и точность при тяжелых режимах резания. Перемещение задней бабки осуществляется при зацеплении штоком к револьверной голове.

Позволяет автоматизировать процесс работы при поточном производстве, исключая присутствие оператора в рабочей зоне и сокращая время простоя оборудования.

Используется для увеличения автоматизации и производительности за счёт транспортировки готовых деталей от уловителя до накопителя, находящегося вне зоны обслуживания станка, исключая скопление готовых изделий в бункере и необходимость изъятия деталей вручную.

Предназначен для подачи прутка непосредственно зону резания и обеспечивает работу станка в автоматическом режиме.
Основные технические характеристики DH-65/65L
- Модель: DH-65/65L
- Диаметр прутка: 5 - 65 мм
- Длина основного вала: 1200 / 1500 мм
- Высота центра вала: 850 - 1250 мм
- Вес: 250 кг
- Давление: 6 кг/см2

Маслоотделитель или сепаратор СОЖ служит для удаления плавающего масла с поверхности СОЖ диском из нержавеющей стали со специальным покрытием для налипания масла. Удаляется масло, чистая СОЖ поступает обратно в систему охлаждения. Значительно продлевается срок службы использования СОЖ.
