Токарные центры SKM NL с осью Y и противошпинделем









Ø обработки: 406 мм
РМЦ: 750 мм
Мощность: 11 - 26 кВт
Вес: 5600 - 6100 кг
- Стойка ЧПУ FANUC iHMI (15”) + Manual Guide
- Многофункциональная токарно-фрезерная обработка
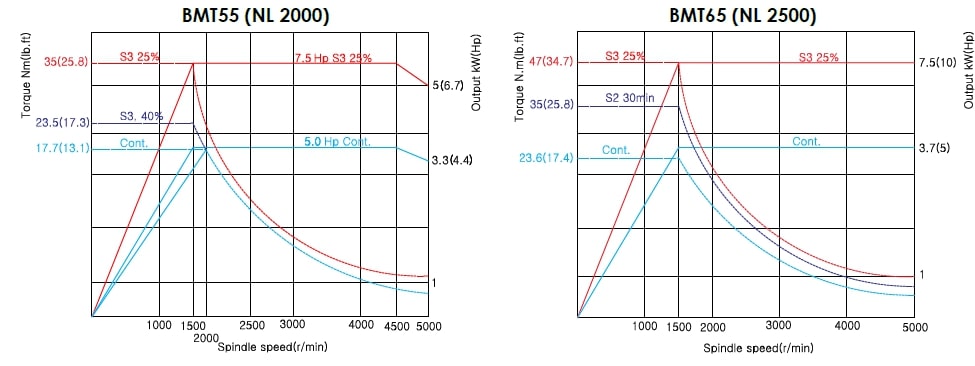
- Крутящий момент на приводном инструменте 35 (47) Н*м
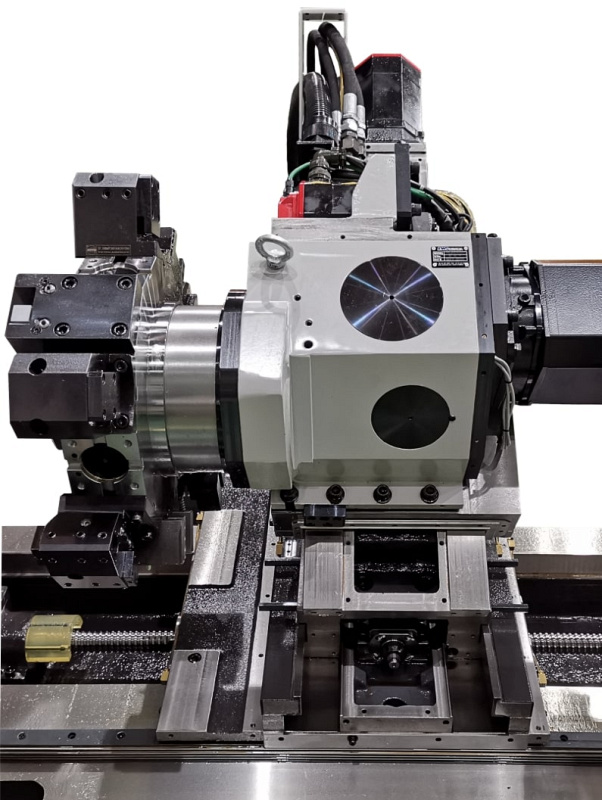
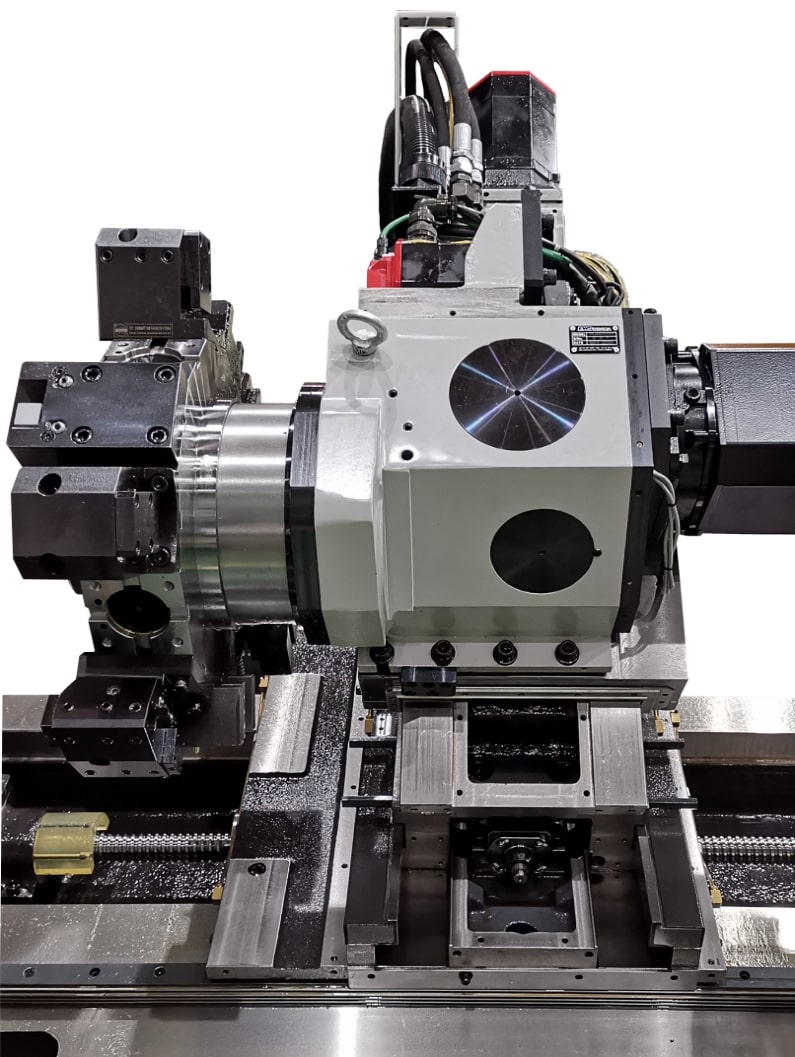
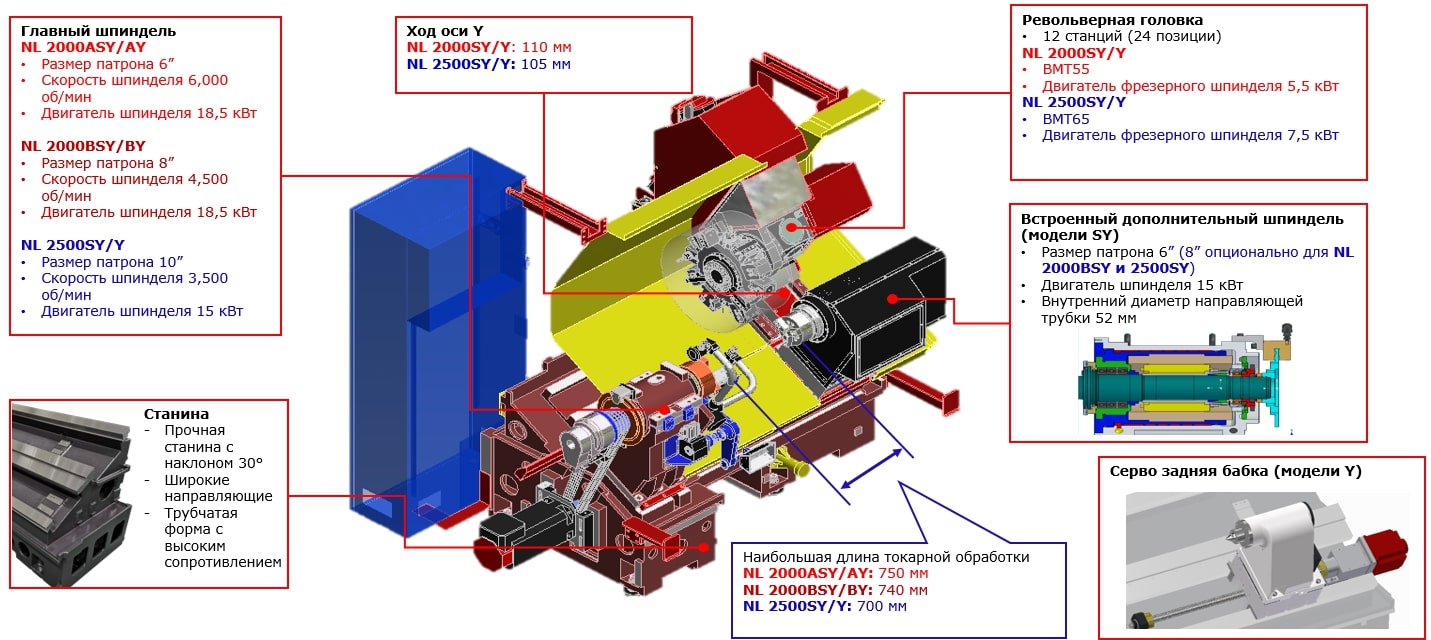
- Компактная жесткая цельнолитая станина с углом наклона 30°
- Направляющие скольжения
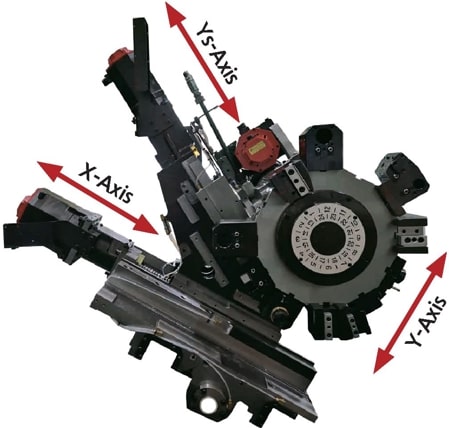
- Наличие оси Y позволяет расширить возможности токарного станка с ЧПУ
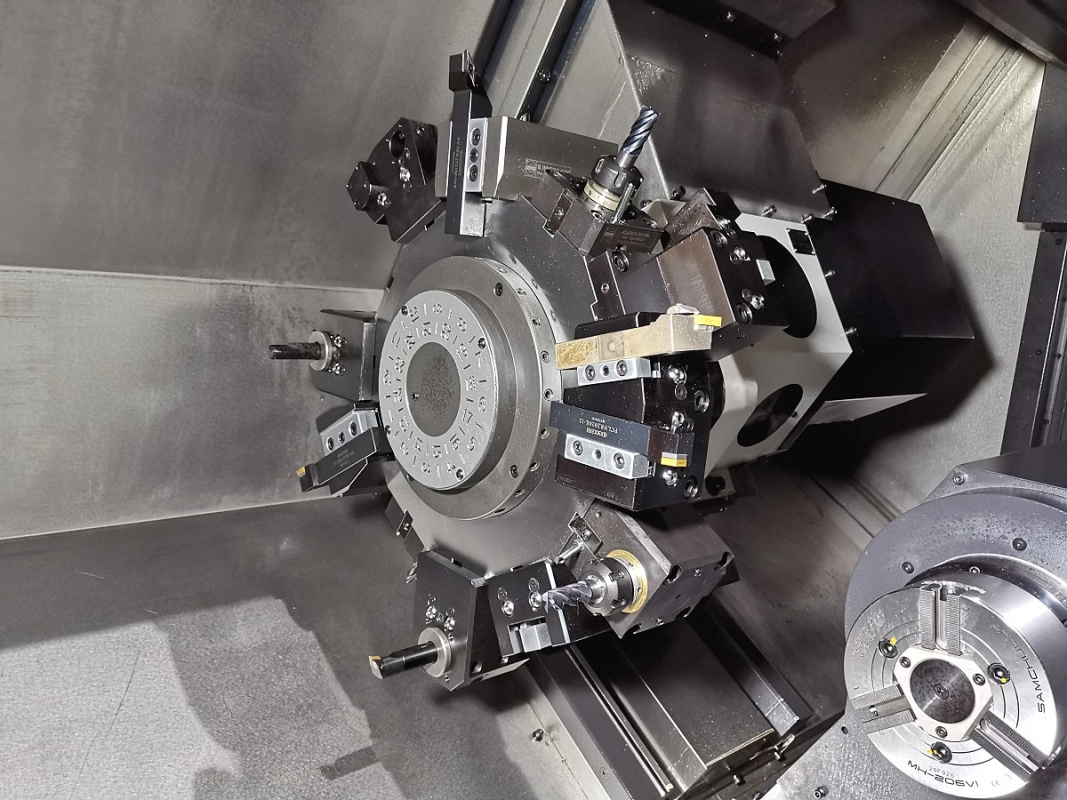
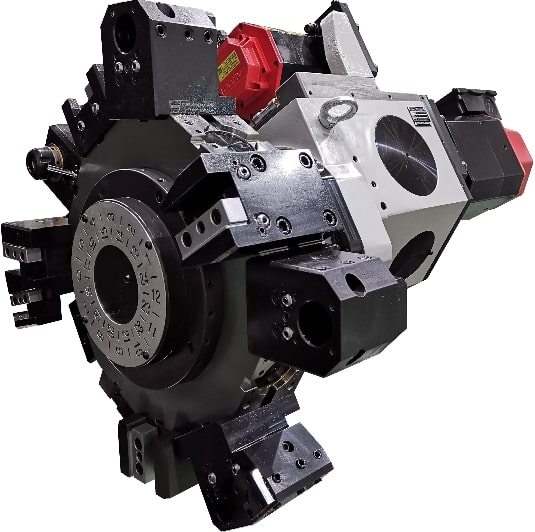
- Конструкция системы крепления инструментальных блоков BMT55 или 65
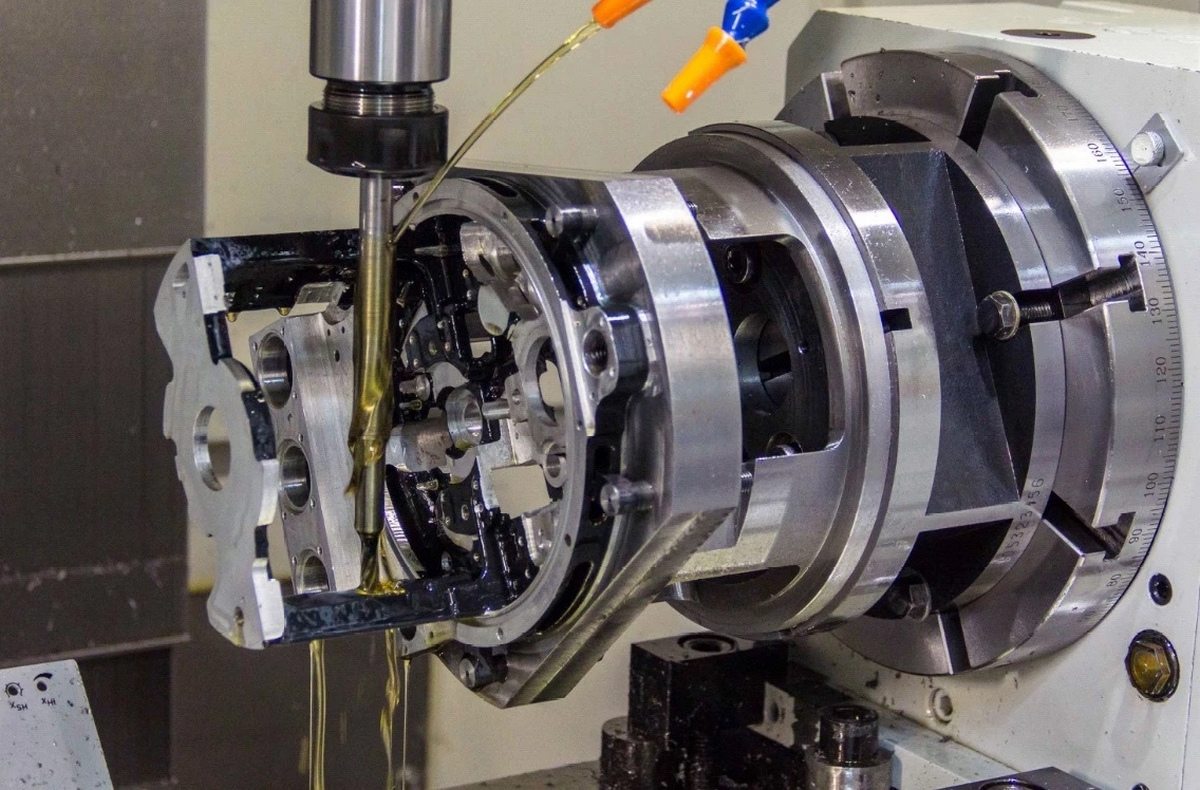
Токарные обрабатывающие центры SКM серии NL с осью Y и противошпинделем (серия SY) предназначены для точной и производительной токарной обработки с высокими повторяемостью и серийностью, деталей типа тел вращения: валов, осей, фланцев, колец и т.д., при "тяжелых" режимах*.
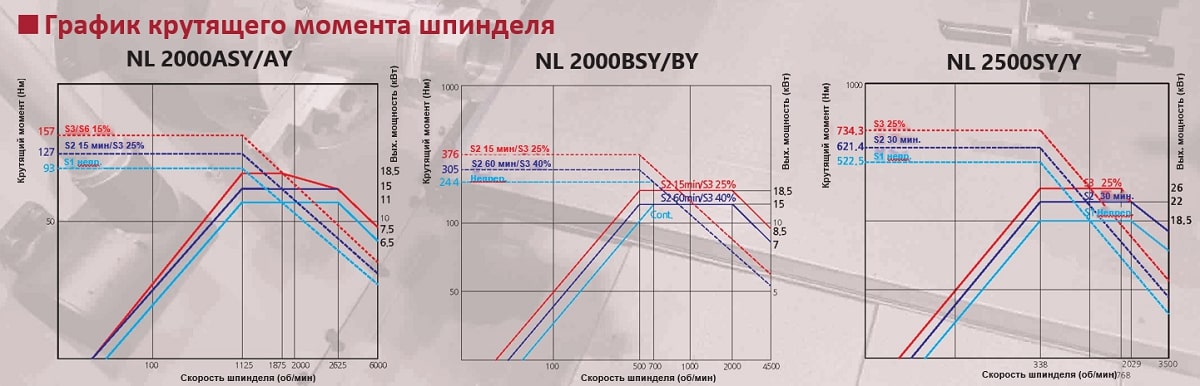
Сочетание высокой жесткости наклонной конструкции станины 30˚, скоростного привода и мощного шпинделя до 734 Н*м и направляющих скольжения, позволяют успешно сочетать силовое резание с чистовой обработкой стальных деталей в закалённом состоянии с твердостью до 58 HRC, при этом обеспечивая высокую точность по 7-му квалитету и шероховатость по 8 - 9 классам.
Токарные обрабатывающие центры SKM серии SY применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.









С углом наклона 30°, изготовленная из чугуна Meehanite, который обладает превосходными характеристиками поглощения вибрации, обеспечивает прочную основу для всех компонентов машины. Такая конструкция обеспечивает долгосрочную точность и стабильность обработки. Кроме того, конструкция станины под углом 30° обеспечивает операторам удобный доступ к заготовке и превосходный отвод стружки.

Точное ручное шабрение контактных поверхностей всех суппортов, передней и задней бабки со станиной обеспечивает длительную точность обработки и минимальный износ поверхности.

Ось Z оснащена высокопроизводительным двигателем подачи для лучшего перемещения (3 кВт).
Скорость ускоренного хода по осям Z и Х: 30 м/мин
Шестигранная конструкция и направляющие увеличенного сечения, изготовленные из цельной отливки, способствуют производительной обработке в самых тяжелых условиях.
Закаленные индукционным способом и прецизионные шлифованные направляющие обеспечивают точную обработку в течение длительного периода времени.
Широкая каретка снижает вибрацию и обеспечивает высокую точность обработки.
Сверхпрочная конструкция, изготовленная из цельного литья, с теплорассеивающим оребрением для эффективного отвода тепла, выделяемого при движении оси, сохраняет минимальное тепловое расширение и значительно продлевает срок службы подшипников
Двухрядные цилиндрические роликовыми подшипниками спереди в сочетании с радиально-упорным двухрядным подшипником сзади, обеспечивают высокую жесткость при обработке в тяжелых условиях и отличное качество поверхности изделий.
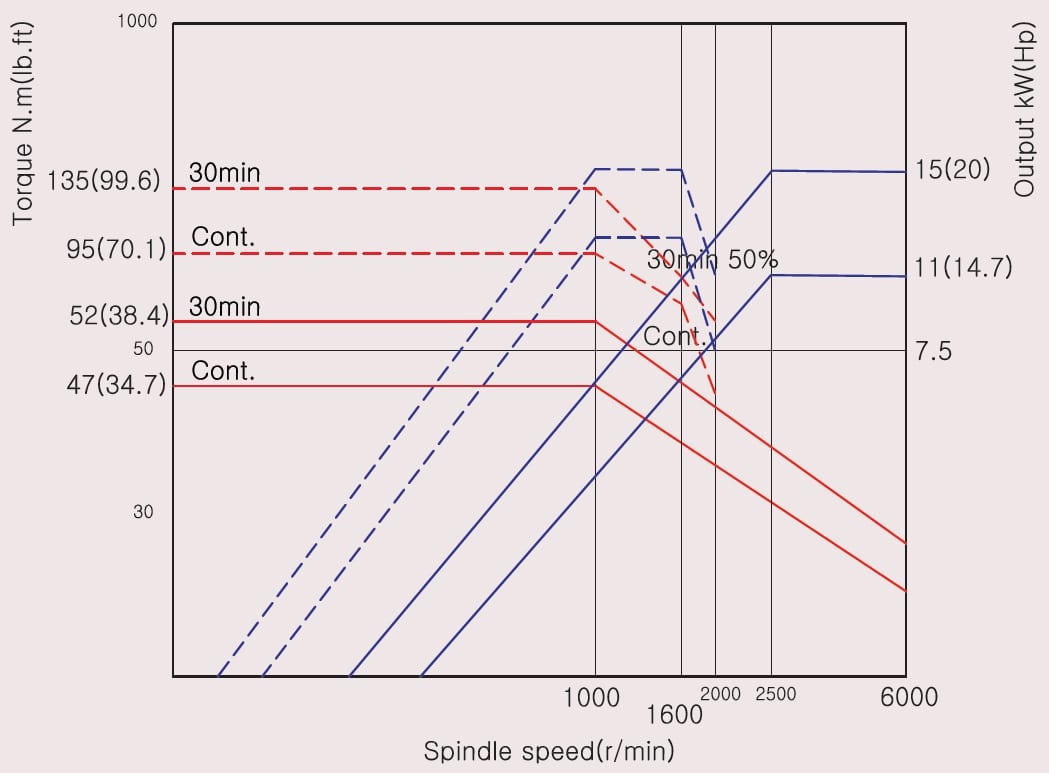
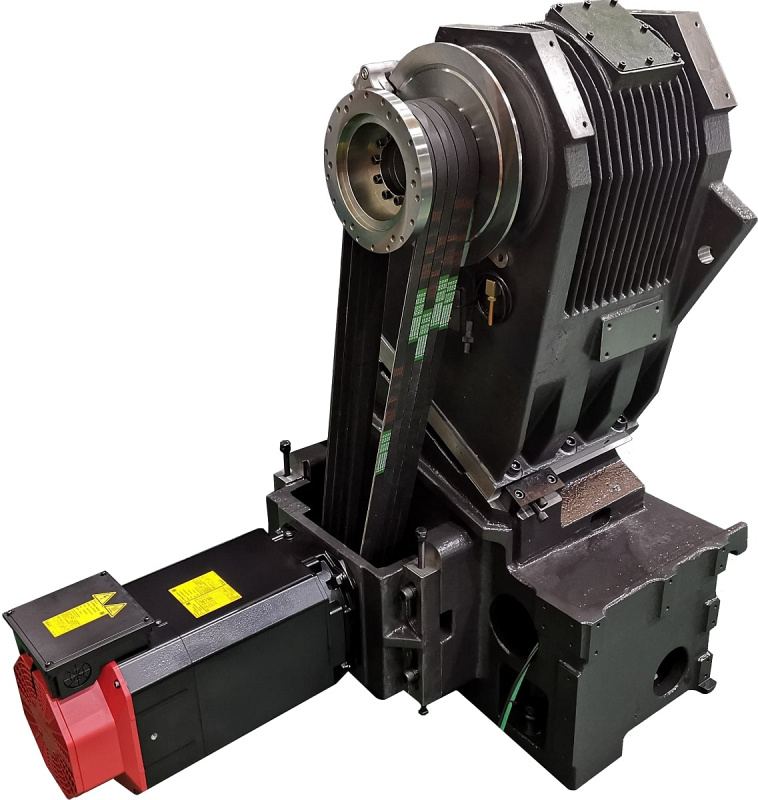
Станок оснащен ремённым приводом главного шпинделя. Оптимальное соотношение по цене, крутящему моменту и обслуживанию привода
Система шкивов шпинделя оснащена мощным и надежным электродвигателем переменного тока Fanuc (Япония), обеспечивающим превосходную режущую способность в тяжелых условиях.
Ремень шкива типа PK используется для достижения низкой вибрации, низкого уровня шума и хорошего результата резания шероховатости поверхности даже на высокой скорости вращения.

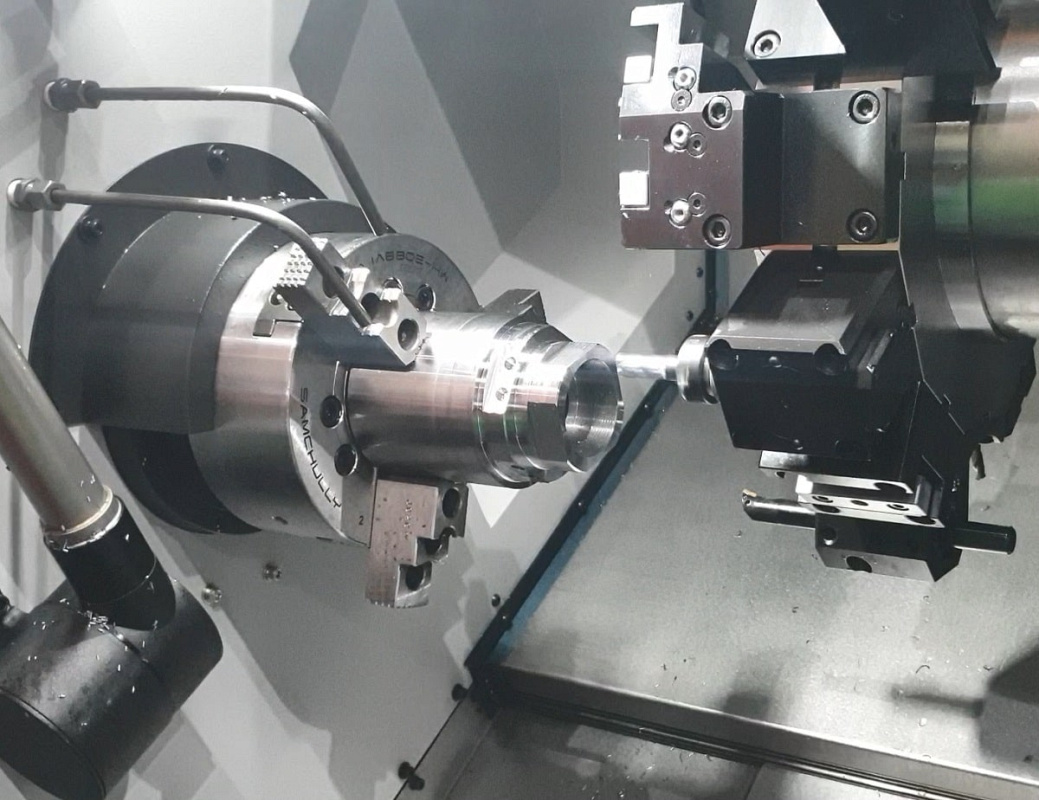
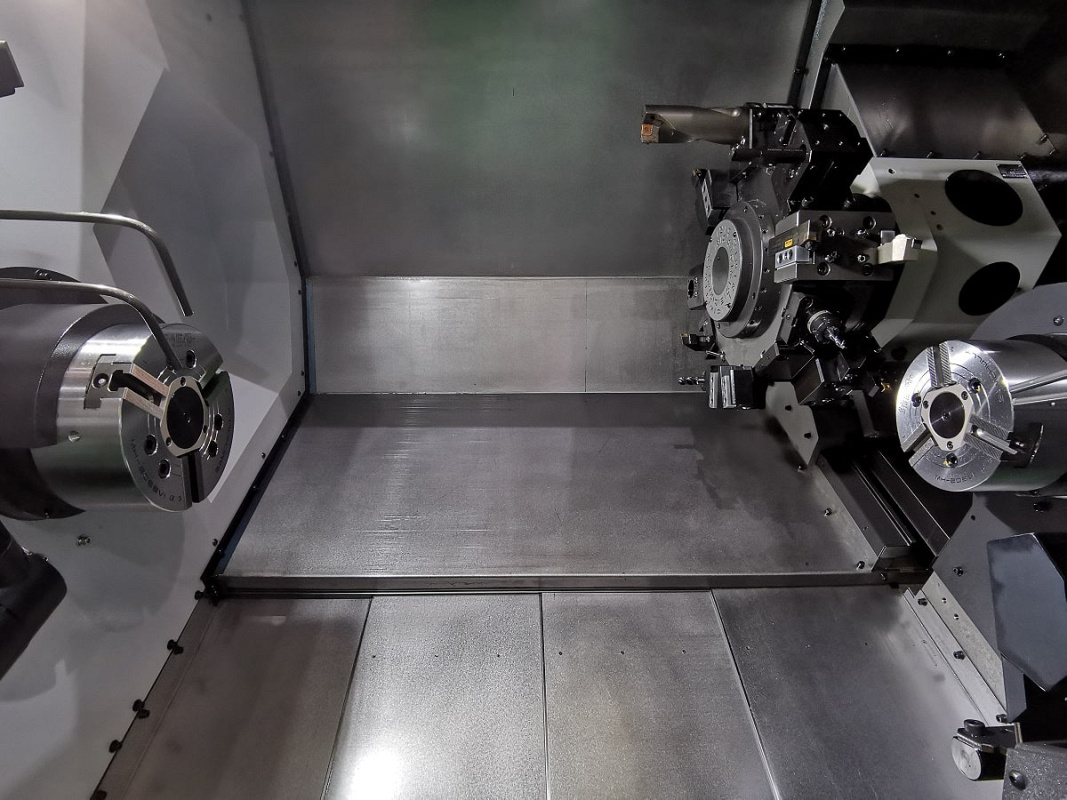
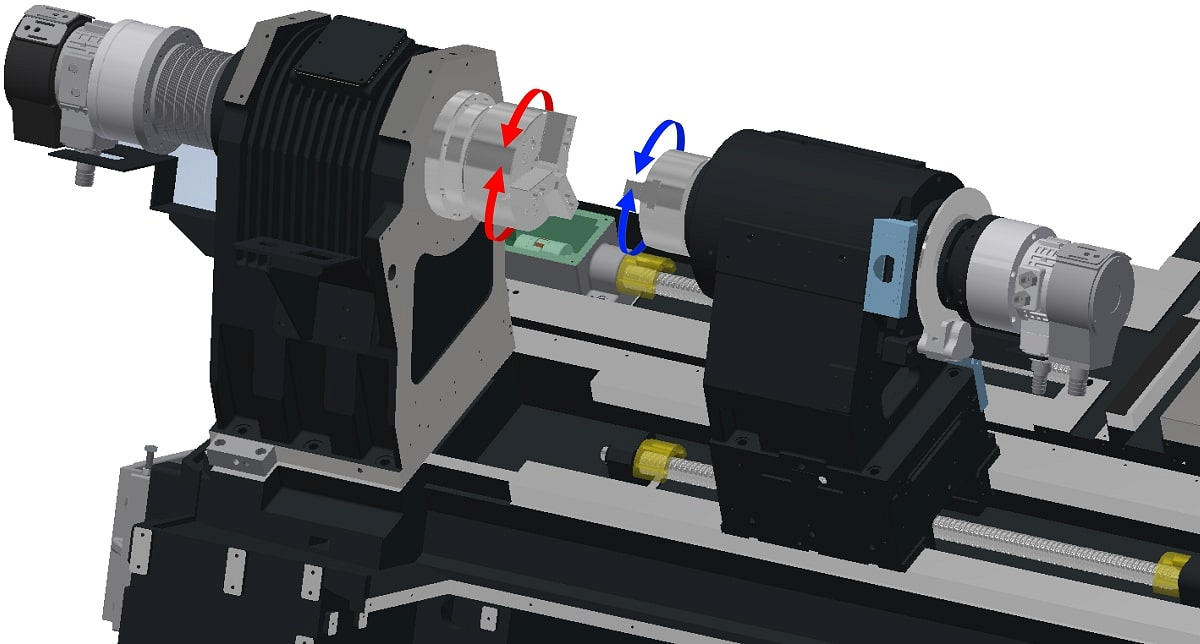
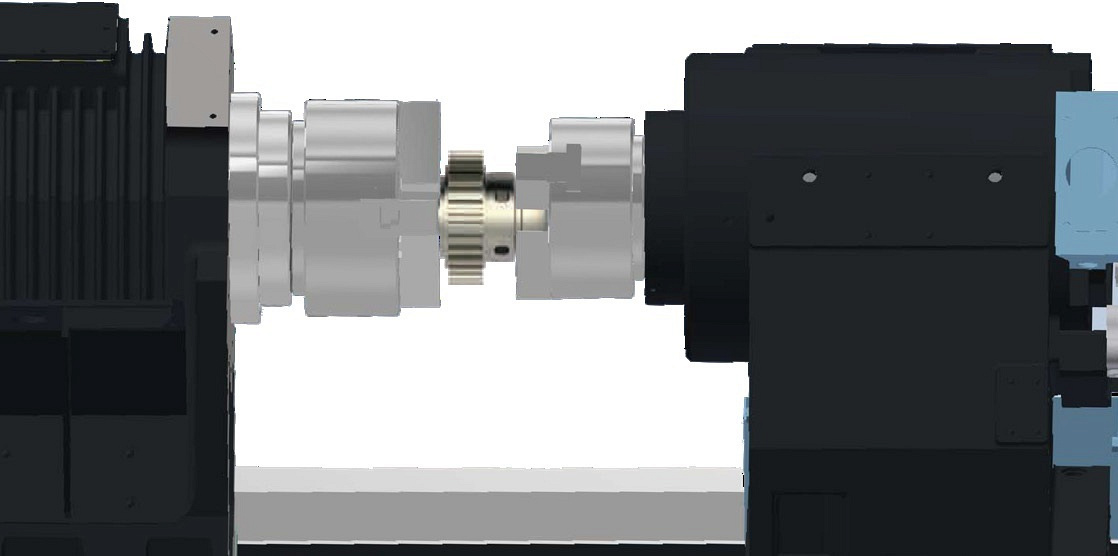
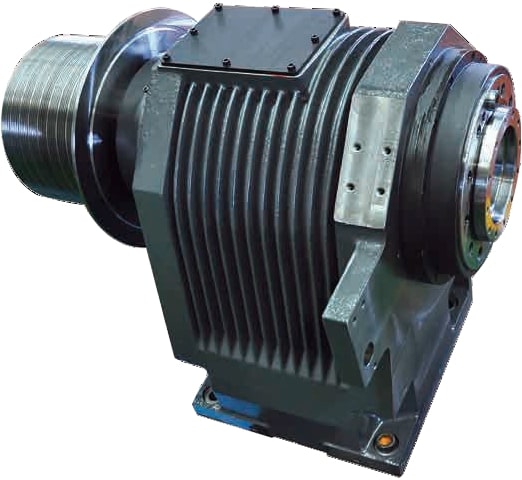
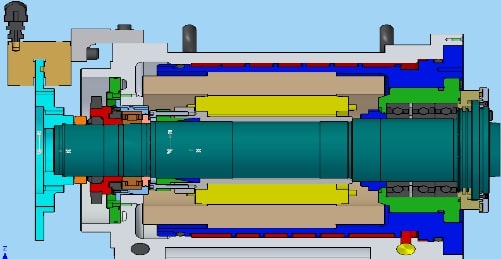
Станок в стандартной комплектации (серия SY) оснащен противошпинделем со встроенным двигателем и блоком охлаждения масляной рубашкой для минимизации тепловой деформации и обеспечения максимальной точности обработки даже в течение длительного периода обработки.
Противошпиндель с полным управлением по оси C позволяет обрабатывать заготовку за один установ, а мощный встроенный двигатель Fanuc (Япония) обеспечивает быстрое ускорение с высоким крутящим моментом и высокой точностью.

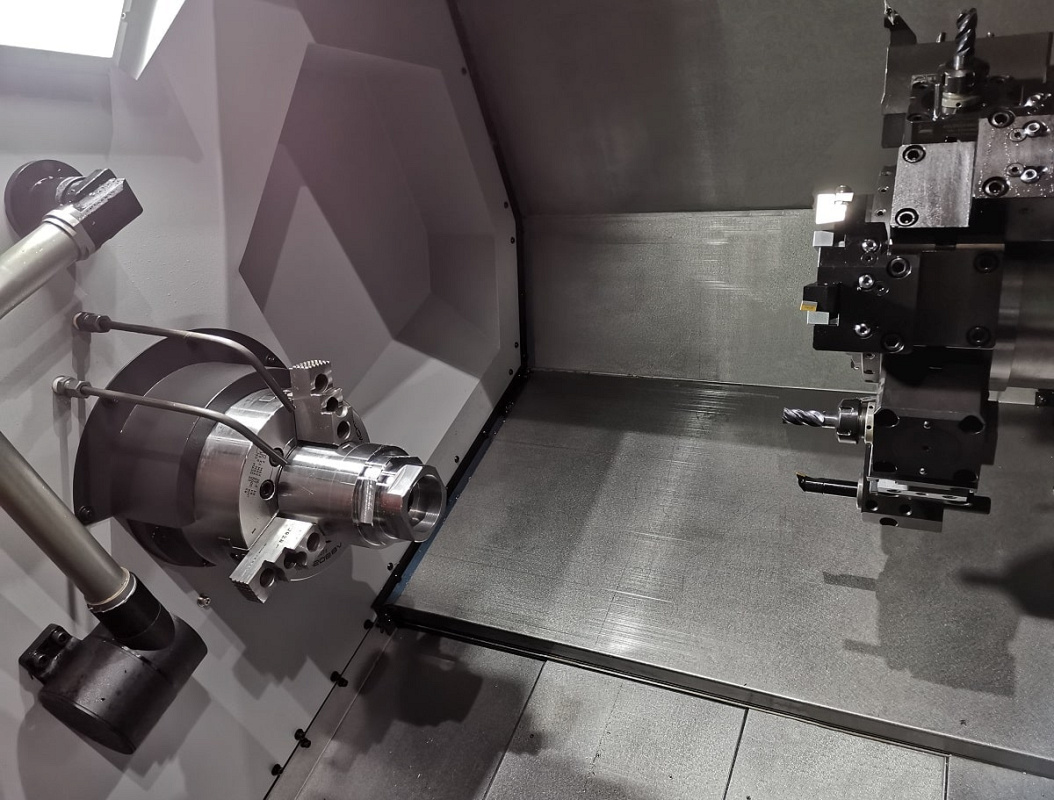
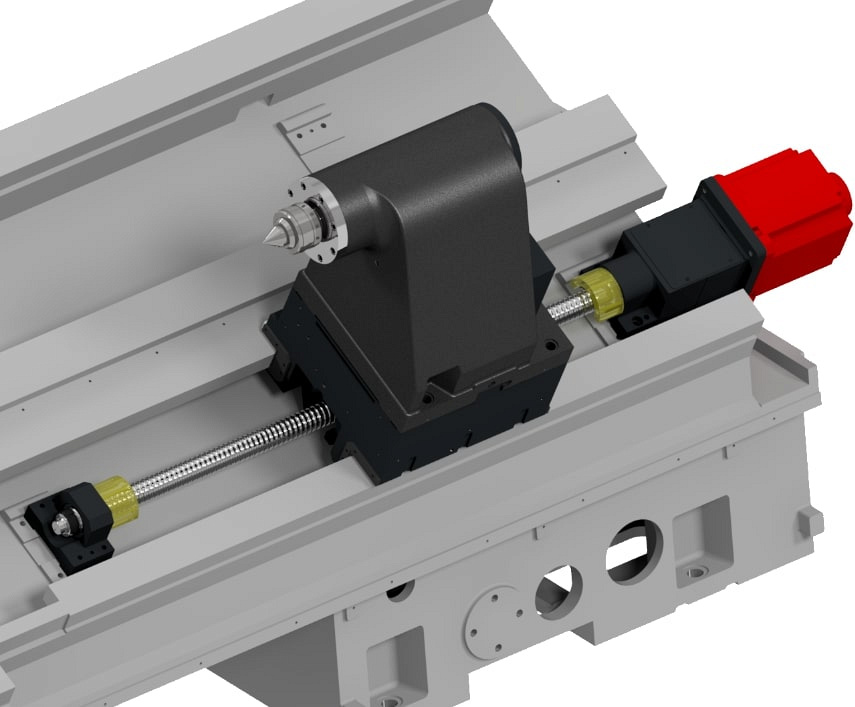
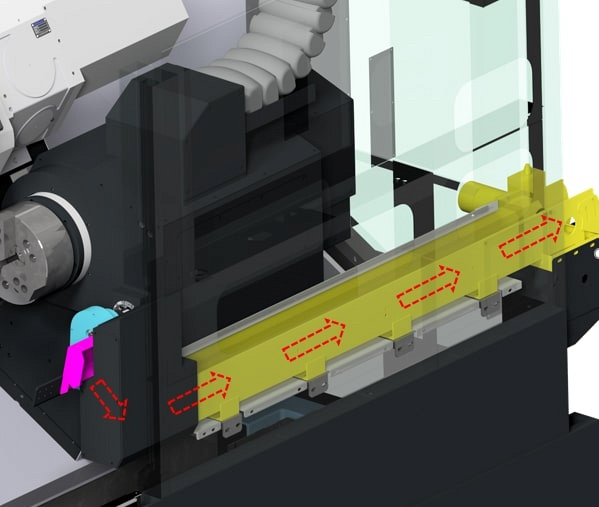
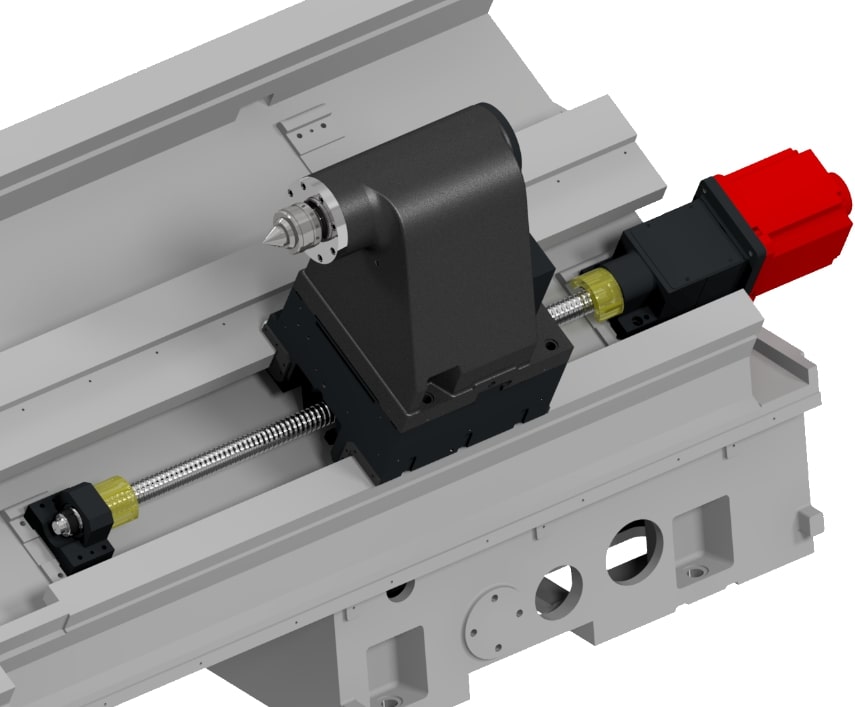
Программируемый корпус задней бабки, и программируемая пиноль входят в стандартную комплектацию для серии NL с осью Y, что упрощает регулировку положения задней бабки, сокращает время наладки и позволяет вести обработку тяжелый и длинных деталей с повышенными режимами резания. За перемещение корпуса отвечает собственный сервопривод и ШВП.
Обеспечивает максимальную гибкость обработки для разных типов заготовок. От простой обработки до многоосевой одновременной обработки - все операции могут быть выполнены за одну установку.
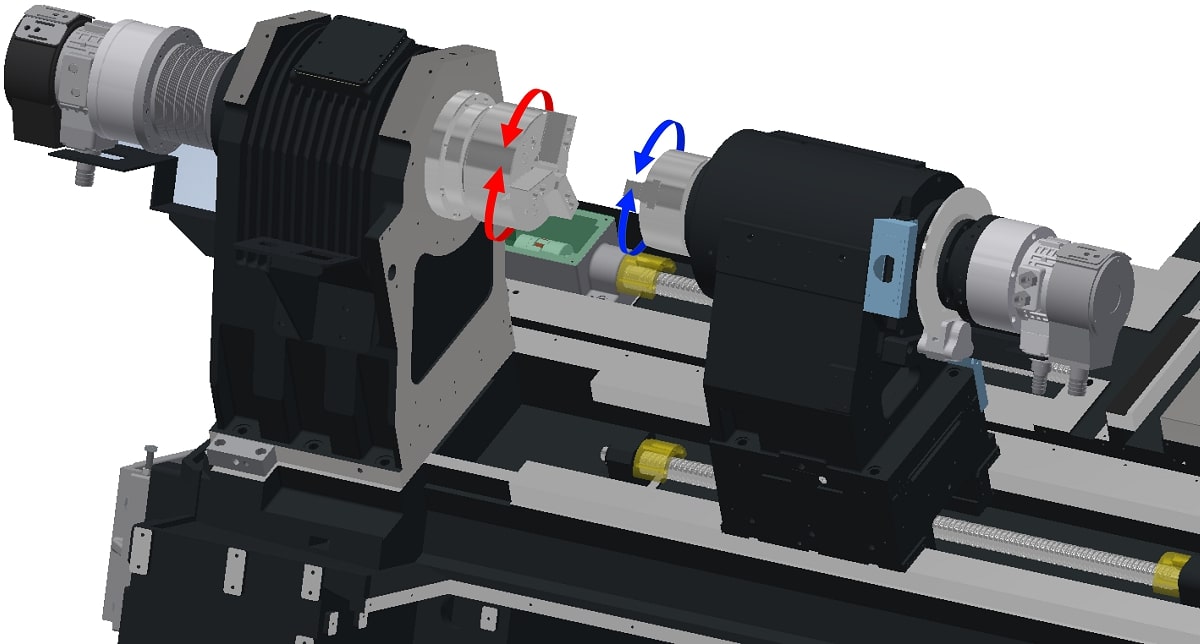
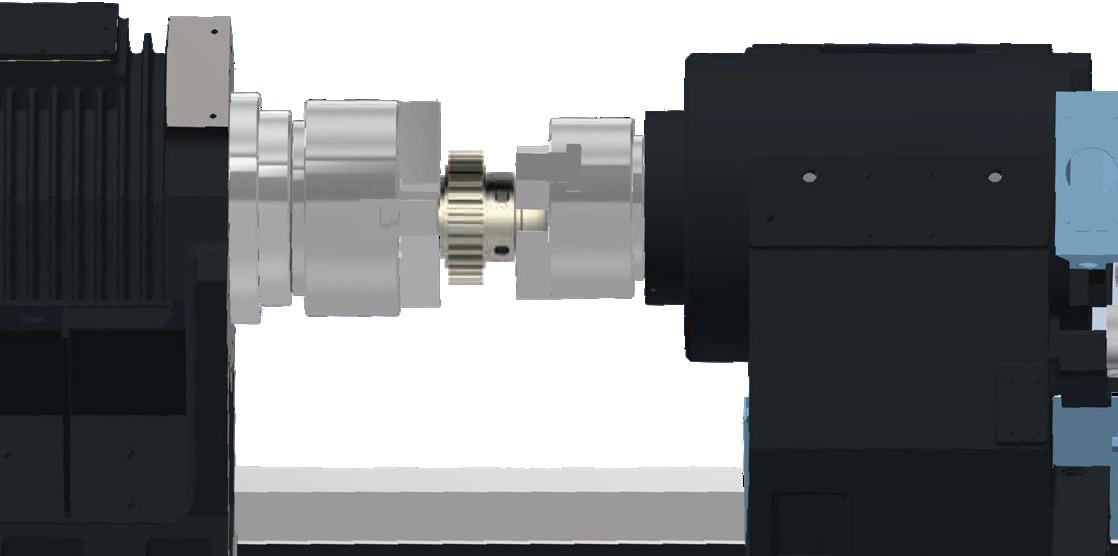
Автоматический перехват заготовки от главного шпинделя в противошпиндель, позволяет снизить «человеческий фактор», сократить время цикла и обеспечивает непрерывную обработку с отличной повторяемостью.
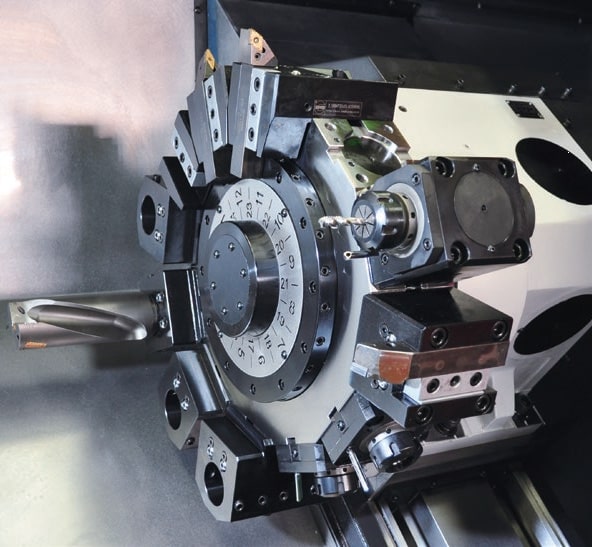
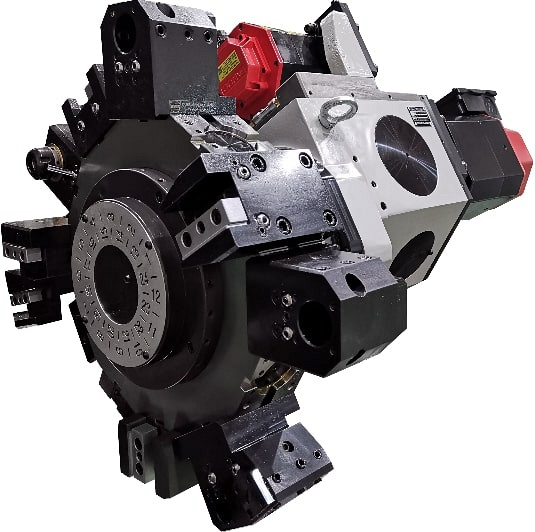
Револьвер с типом крепления блоков BMT (крепление на 4 болта) оснащен 2 отдельными двигателями для индексации и фрезерования, что улучшает производительность обработки и сокращает время обработки заготовки.
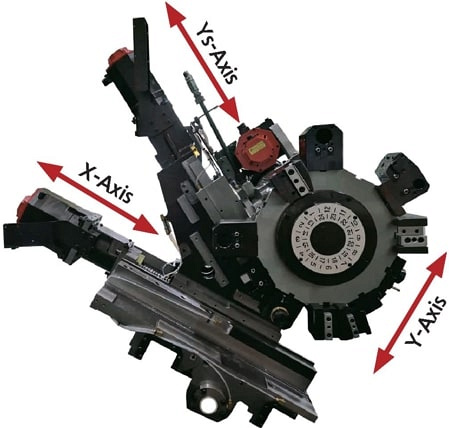
Станок оснащен осью Y, что многократно повышает возможности оборудования и функциональность обработки.
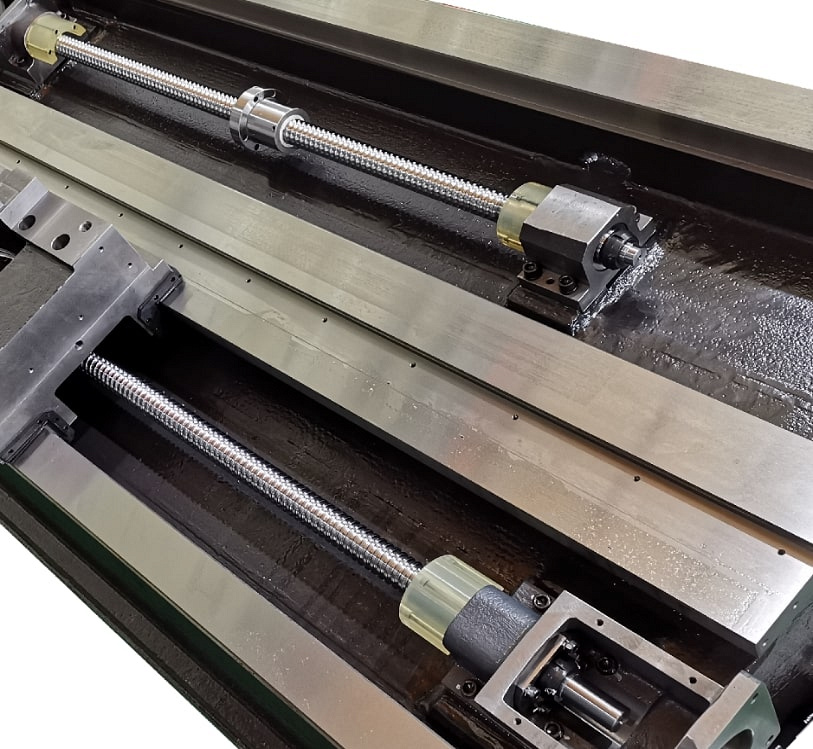
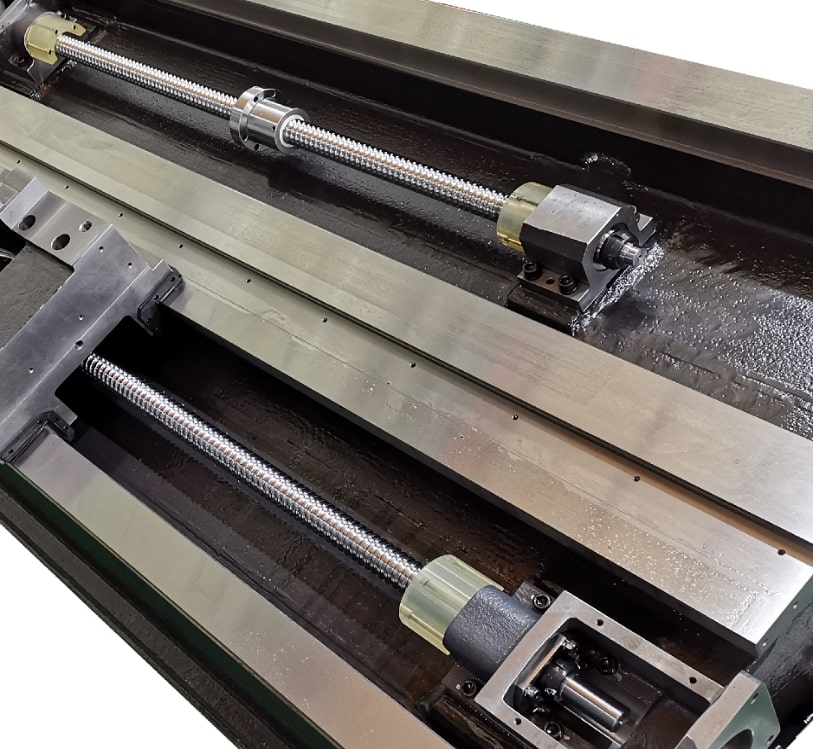
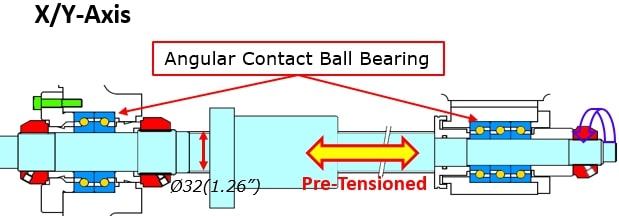
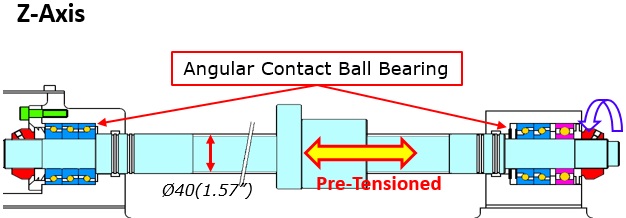
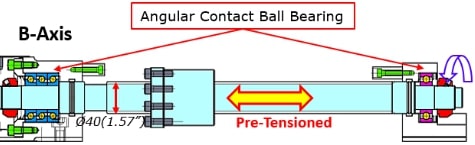
Оба конца ШВП X / Y и ШВП Z / B жестко зафиксированы и установлены в предварительно нагруженные высокоточные подшипники класса P4, которые обеспечивают точное и плавное перемещение даже с высокой нагрузкой.
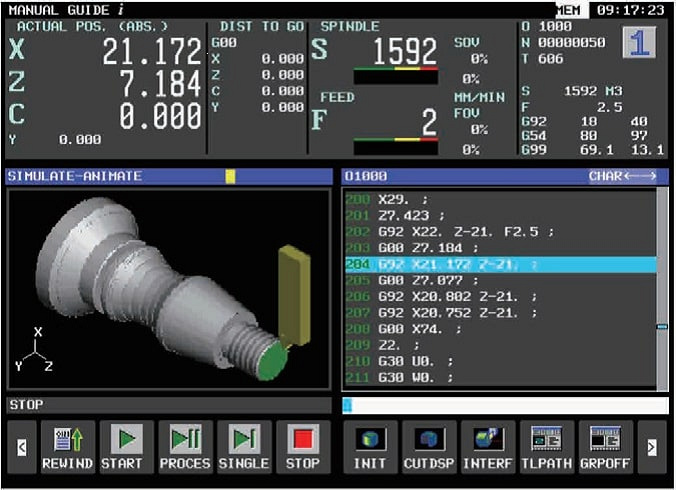
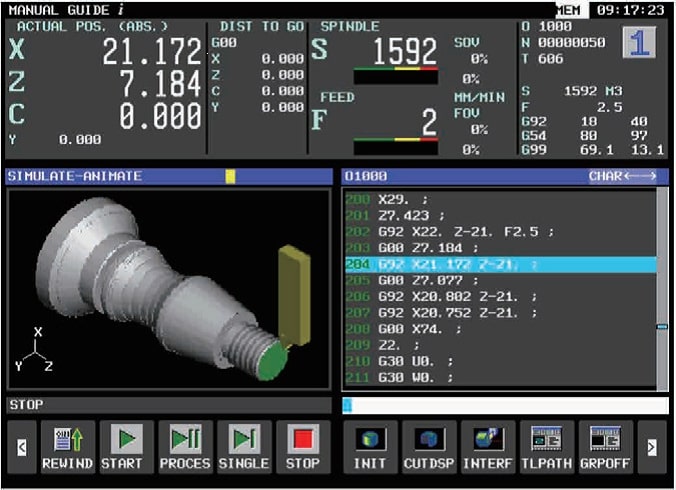
Интерфейс FANUC iHMI был разработан максимально простым и удобным для пользователя любого уровня. Интуитивно понятное меню, наглядный дизайн и большое количество анимированных элементов облегчают доступ к использованию даже наиболее сложных функций. Несмотря на значительные изменения, FANUC iHMI будет знаком и понятен всем пользователям систем FANUC Инструмент для анализа проблем в процессе обработки.
Особенности:
- простая интеграция документации производителя, сортировка по группам;
- все необходимые форматы (HTML,TXT, PDF);
- набор документации отображается в соответствии с языковыми настройками интерфейса;
- объем памяти для хранения документации - не более 500 Мб;
- анализ и предотвращение возможных столкновений на основе данных 3D-моделей станка и оснастки;
- измерение и отображение данных сервосистемы;
- отслеживание по времени использования, пройденному пути, данным PMC и т.п.;
- до 100 отслеживаемых элементов.
Наглядность:
- интуитивно понятный, наглядный дизайн с анимированными элементами;
- список программ с использованием иконок;
- анимированный экран для работы с координатными системами;
- наглядные индикаторы нагрузки;
- отображение текста ошибки;
- отображение причины возникновения ошибки;
- отображение руководства по устранению ошибки.
УДАЛЕННЫЙ РАБОЧИЙ СТОЛ - подключение к CAD и CAM на удаленном ПК.
УПРАВЛЕНИЕ ИНСТРУМЕНТАМИ - централизованное управление инструментами для повышения эффективности производства.
КАЛЕНДАРЬ - планирование задач.
ОЦЕНКА ВРЕМЕНИ ЦИКЛА - быстрая и максимально точная оценка времени цикла обработки


Служит для увеличения производительности за счёт сокращения суммарного времени на обработку чертежей перед началом изготовления и может использоваться как для простых, так и для сложных технологических процессов. Для программирования циклов машинной обработки, включая циклы вращения, фрезеровки, сверления и измерения, можно использовать подсказки или диалоговый режим, а также с легкостью осуществлять программирование деталей и симуляцию непосредственно на мониторе панели управления.
Система подачи СОЖ под давлением через револьвер / инструмент позволяет повысить качество обработки, увеличить глубину резания, повысить скорость подачи и продлить срок службы инструмента. Лучшая обработка поверхности получается за счет интенсивной очистки от стружки, уменьшения деформационного упрочнения материала.
Система подачи СОЖ через шпиндель включает помпу для прокачки под давлением 4,5 бар.

Для минимизации тепловой деформации и обеспечения максимальной точности обработки даже в течение длительного периода обработки.
Противошпиндель приводится в движение с помощью собственной ШВП и серводвигателя Fanuc (Япония).

Датчик BZi на шпинделе (датчик оценки амплитуды вибраций) вместо стандартного датчика положения (энкодера) в стандартной комплектации.
Использование датчика BZi помогает снизить стоимость послепродажного обслуживания. Не требует дополнительного контроля и проверок, т.к. является бесконтактным и не изнашивается.
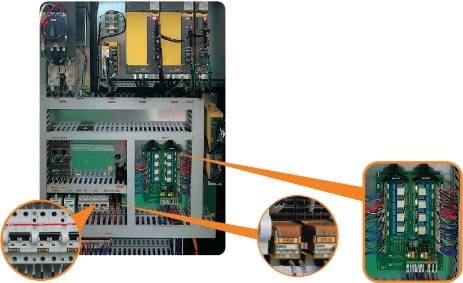
Тормозные, силовые и релейные цепи объединены в одну систему плат, чтобы свести к минимуму поломку электрической системы и облегчить техническое обслуживание и ремонт. Все привода и контроллер поставляются от признанного мирового лидера автоматизации станков с ЧПУ - Fanuc (Япония).
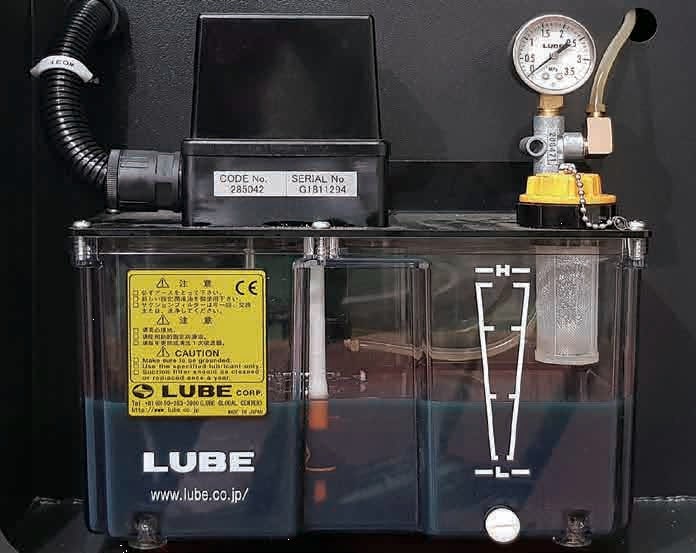
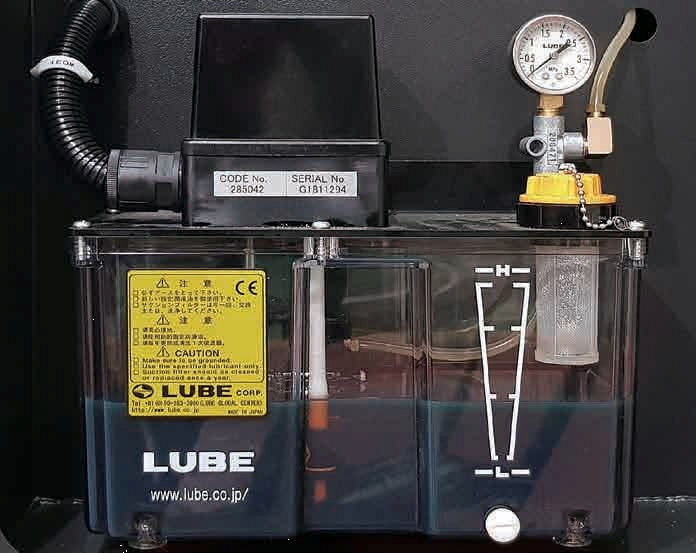
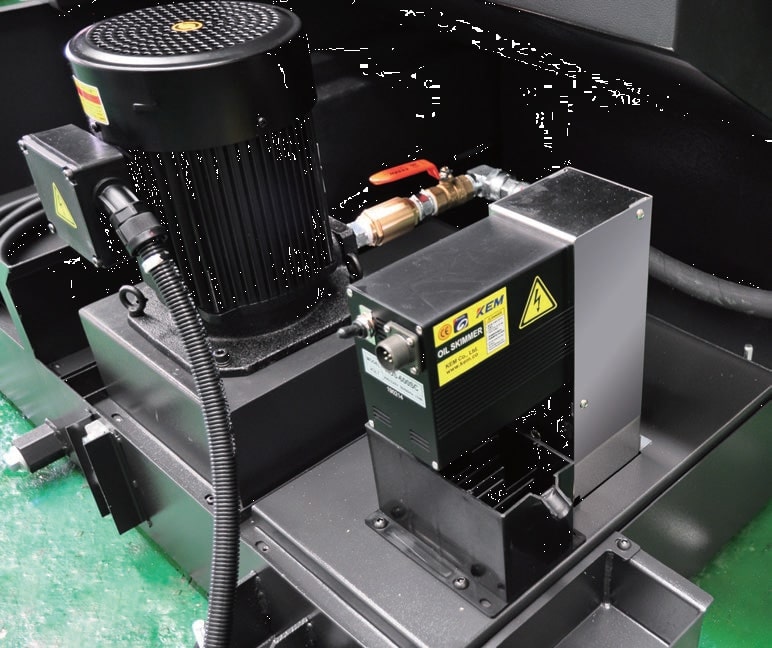
Обеспечивает централизованную своевременную смазку по основным движущимся элементам - ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка времени впрыска осуществляется через контроллер панели ЧПУ. Система смазки компактно встроена в корпус станка. Оповещение на панели оператора об минимальном уровне или окончании масла в резервуаре.

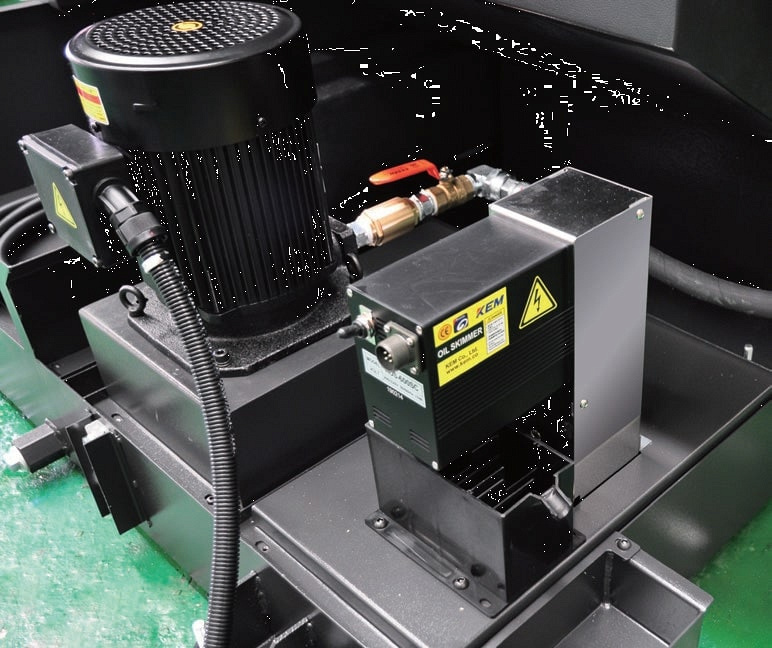
Эффективно собирает масляный туман во время работы и, при необходимости, обеспечивает возврат собранного масла обратно в станок. Применяются на металлообрабатывающем производстве образуется масляный туман после применения смазочно-охлаждающей эмульсии и различных масел. Постоянное осаждение капель тумана на поверхностях пола, стен и оборудования в цехе приводит к нарушению условий гигиены труда.

Нарезание резьбы с произвольной скоростью обеспечивает постоянное согласование режущего инструмента со скоростью шпинделя во время нарезания резьбы. Это позволяет оператору регулировать скорость шпинделя во время нарезания резьбы, не повреждая деталь, что значительно сказывается на производительности таких операций и снижает брак на готовых деталях.
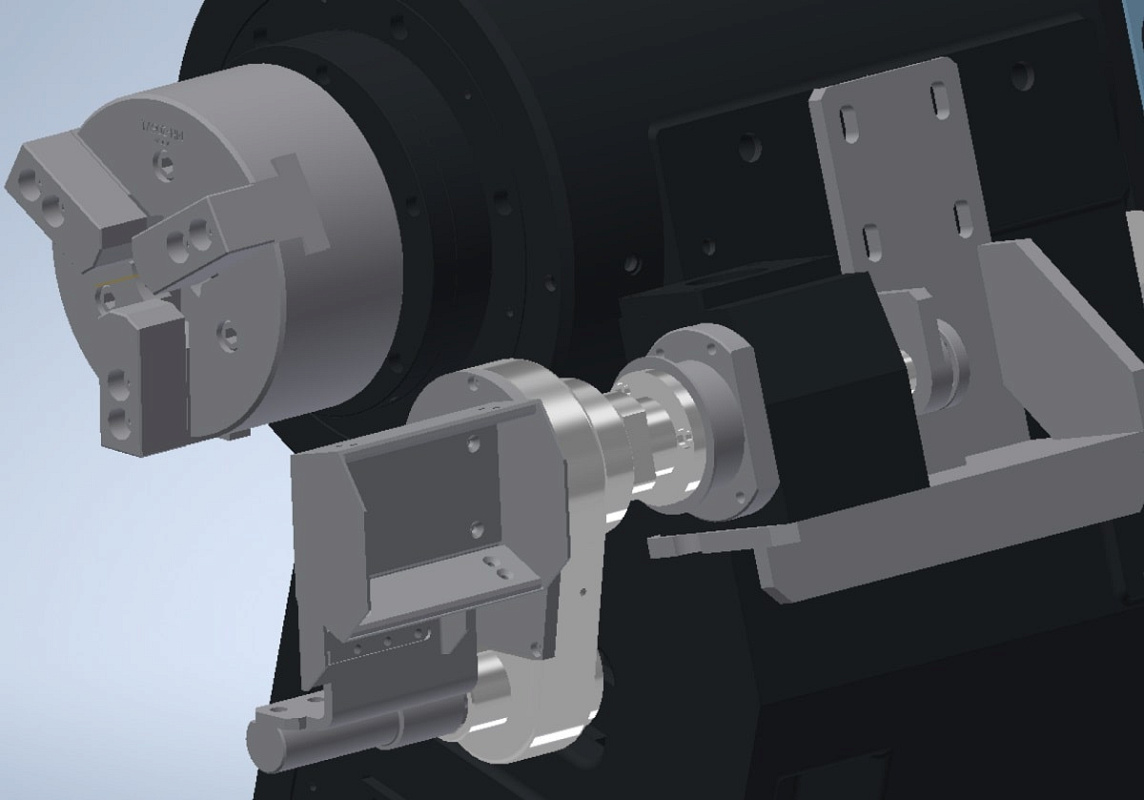
Позволяет автоматизировать процесс работы при поточном производстве, исключая присутствие оператора в рабочей зоне и сокращая время простоя оборудования. Доступен для установки на главном шпинделе или на противошпинделе.
Доступен только при комплектации с уловителем на противошпинделе.
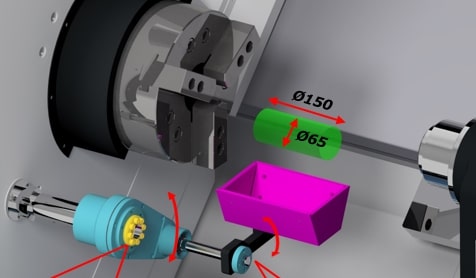
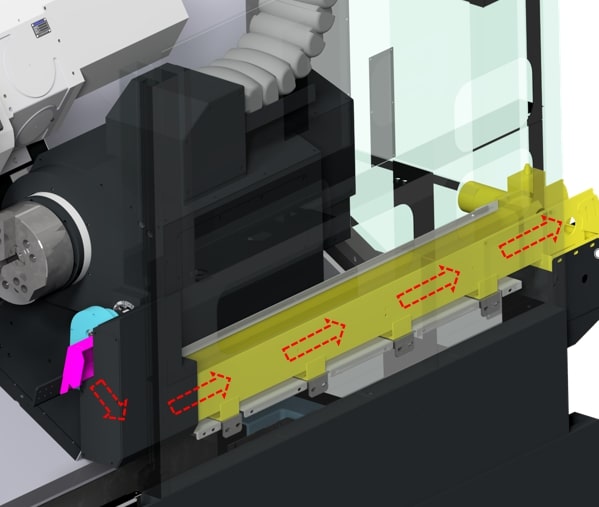
Транспортер деталей автоматически передает обработанные детали, выгруженные приемником деталей, на приемный контейнер для удобства пользователя.
Предназначен для подачи прутка непосредственно зону резания и обеспечивает работу станка в автоматическом режиме.
Основные технические характеристики DH-65 / 65L:
- Диаметр прутка: 5 - 65 мм;
- Длина основного вала: 1200 / 1500 мм;
- Высота центра вала: 850 - 1250 мм;
- Вес: 250 кг;
- Давление: 6 кг/см2.

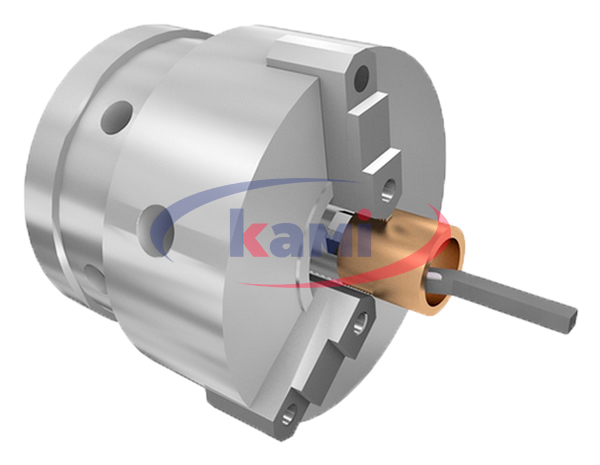
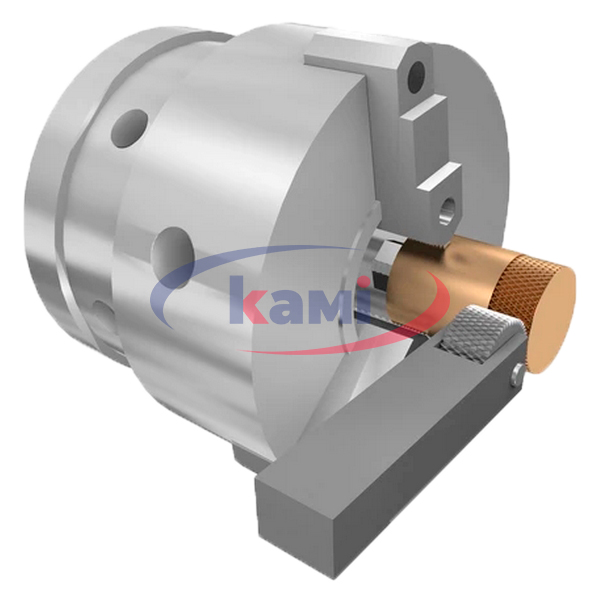
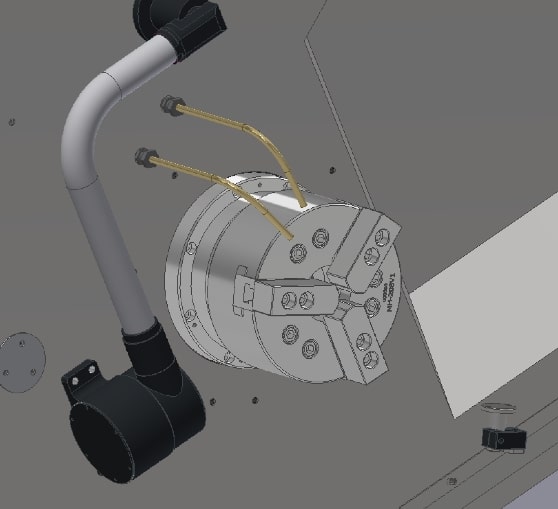
Предназначен для очистки рабочей зоны и детали от стружки сжатым воздухом в случаях, когда невозможно применить СОЖ или в процессе обработки необходимо периодически сдувать стружку для контроля процесса резания. Работа программируется через М-команду. Подаётся через латунные трубки непосредственно в необходимую точку (направляется вручную).
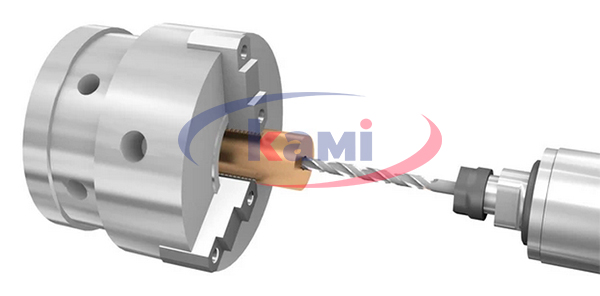
Система измерения инструмента позволяет измерить размер инструмента перед резанием и проверить наличие повреждений или поломки инструмента в процессе обработки.
А также исключает из технологического процесса простои станков и брак, связанные с погрешностями при выполнении наладки и контроля инструмента вручную.

Система подачи СОЖ под давлением позволяет повысить качество обработки, увеличить глубину сверления , повысить скорость подачи и продлить срок службы инструмента.

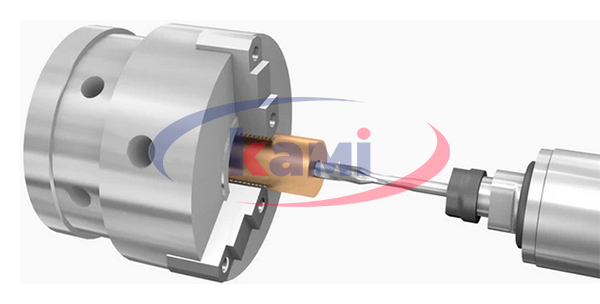
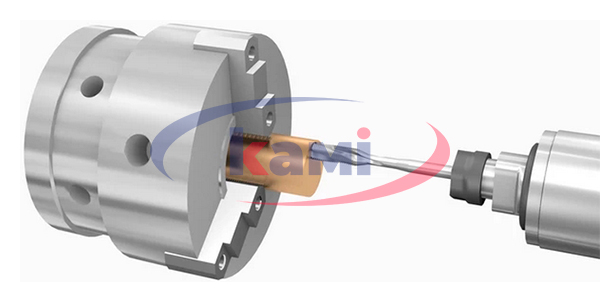
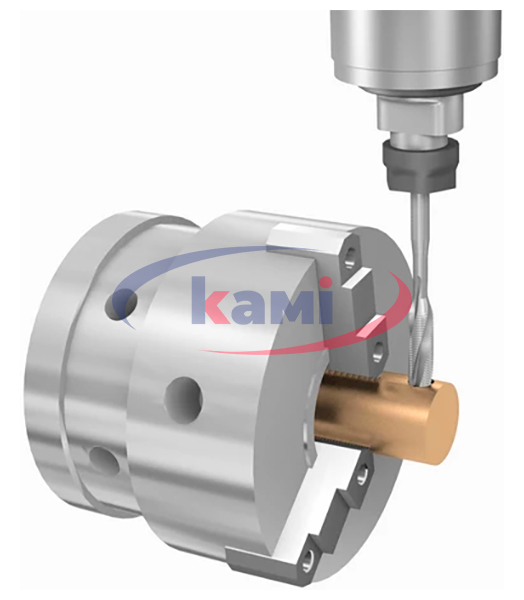
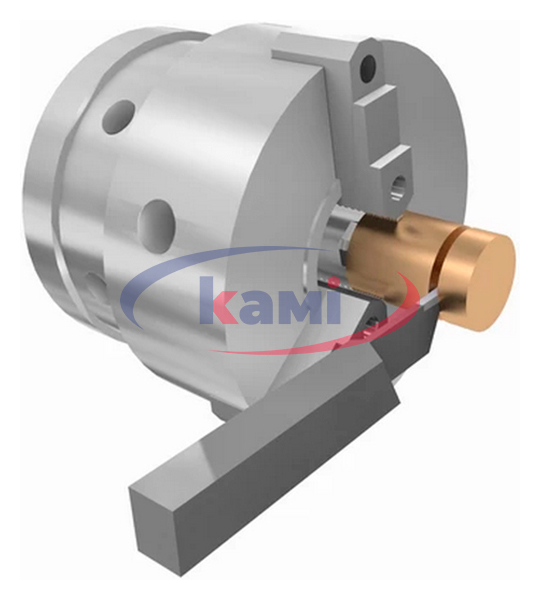
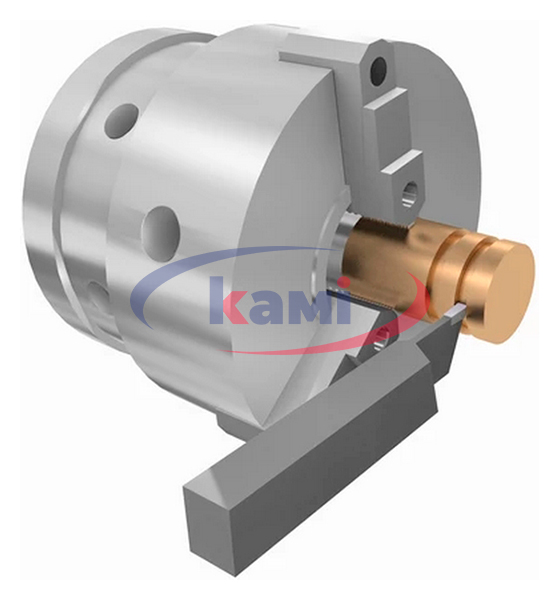
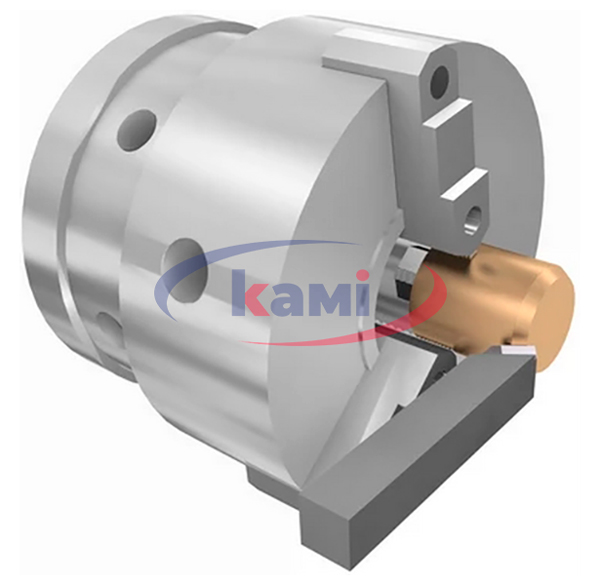
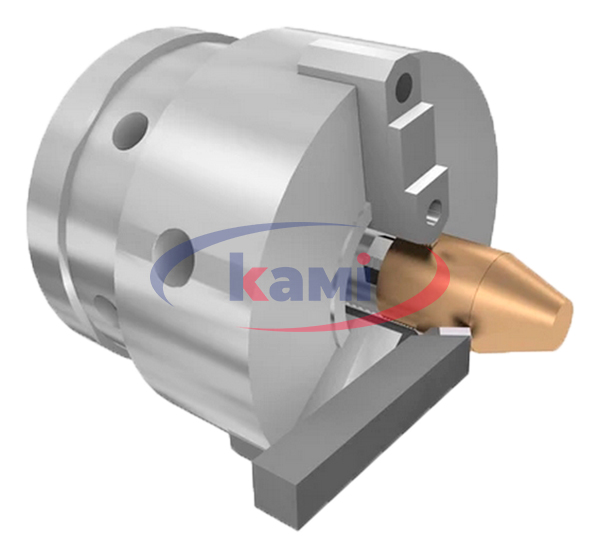
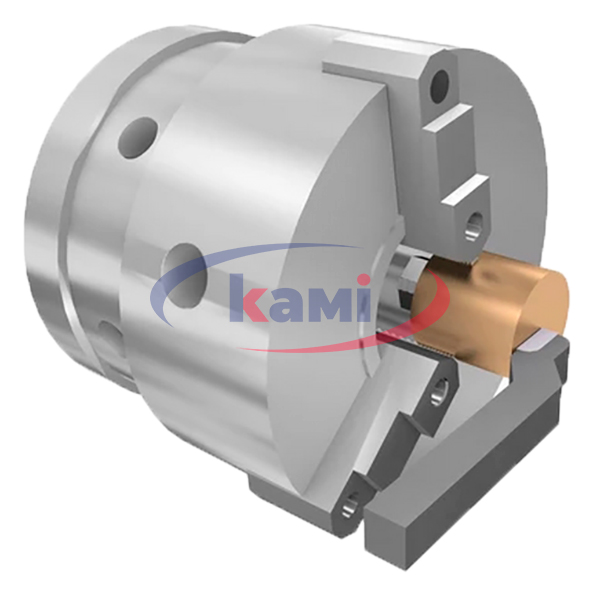
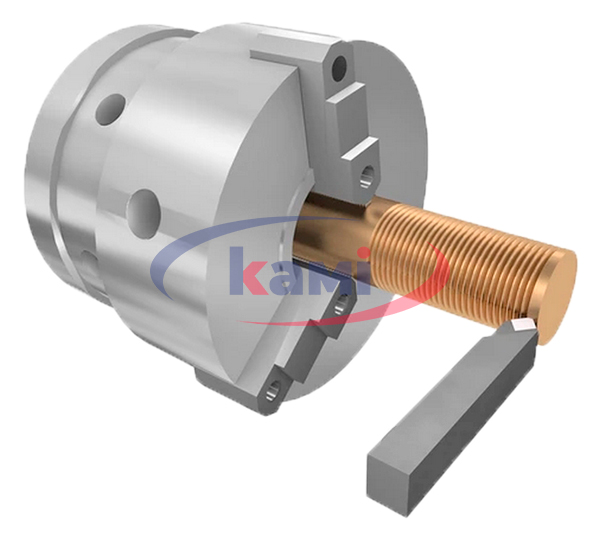
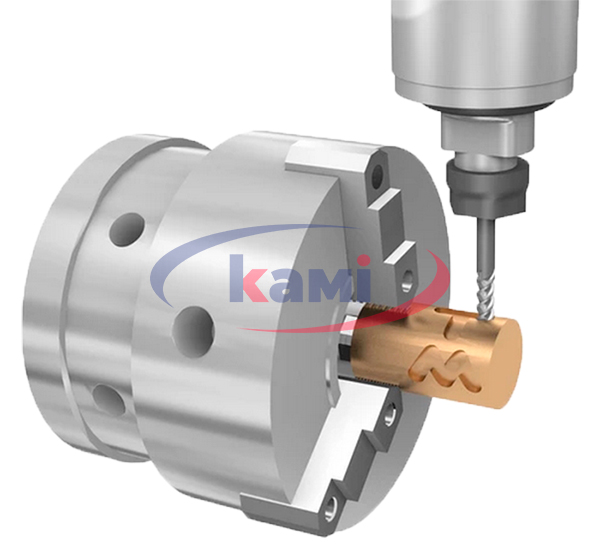
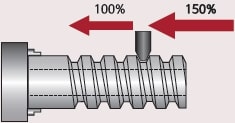
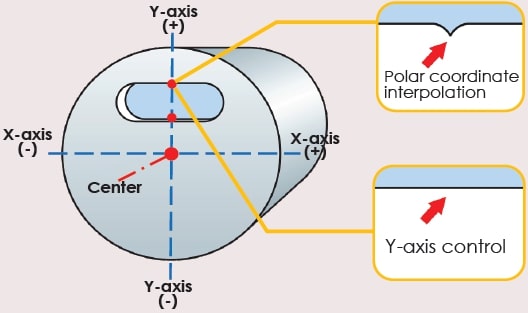
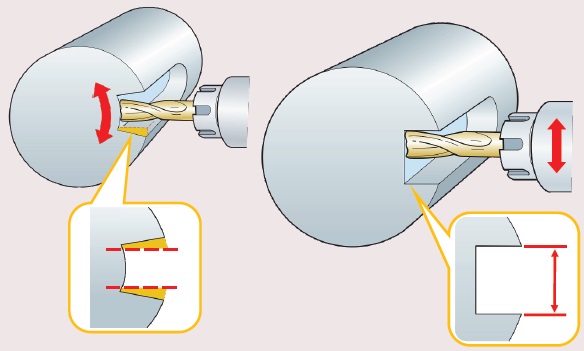
Попытки обработки канавок и контуров с применением управления интерполяцией в полярных координатах (на других станках), когда ось X меняет направление в точке пересечения между центральной линией и обрабатываемым профилем, влияет на точность получаемого профиля (появляются выступы и недорезы). Обработка с управлением по оси Y на станках серии NL позволяет избежать этой проблемы, а также обеспечить абсолютную точность обрабатываемого профиля.
На станке с осью Y при обработке канавок, их ширина идеально параллельна по всей высоте канавки. Этого невозможно достичь на станке без оси Y.
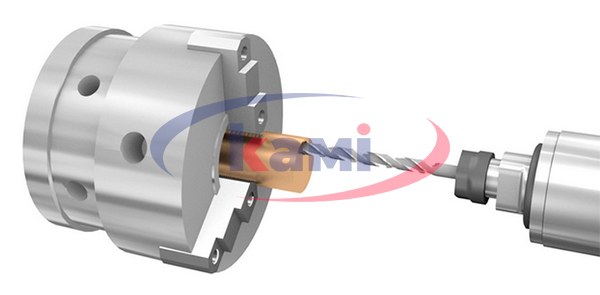
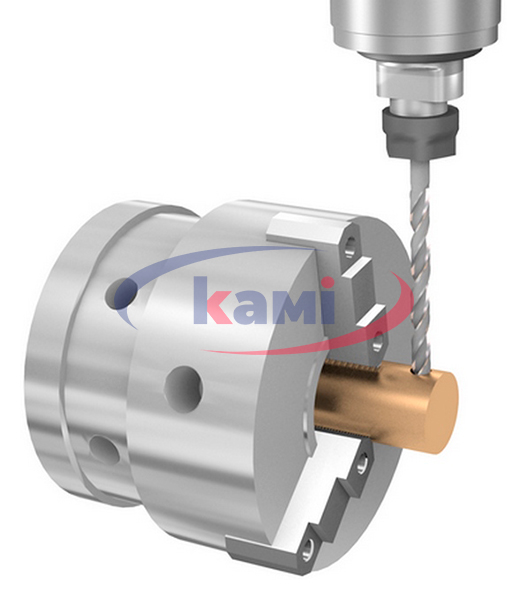
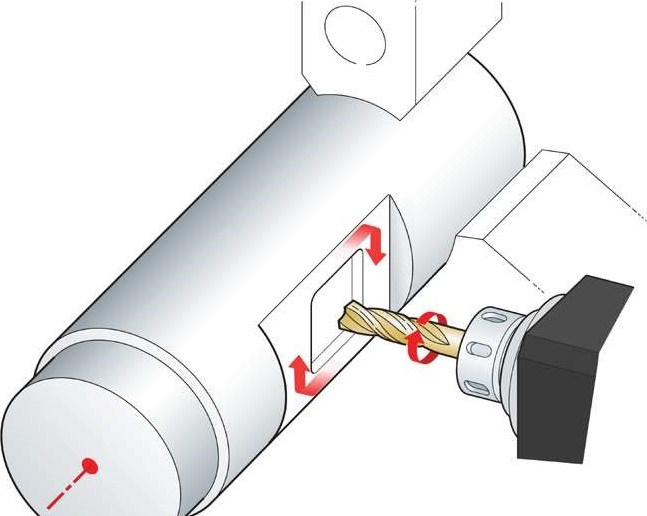
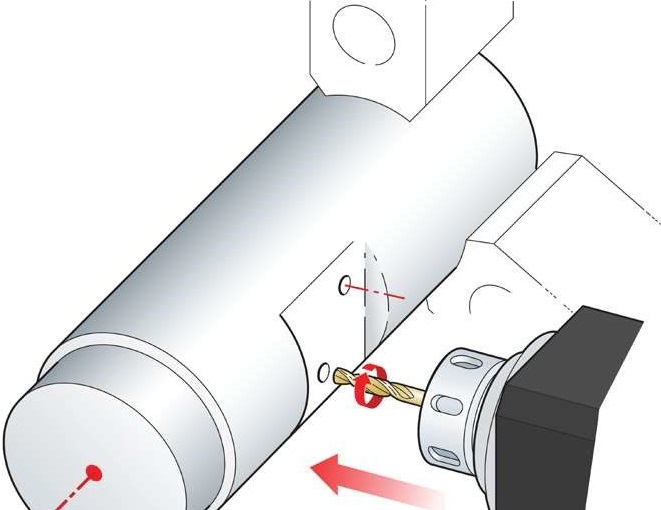
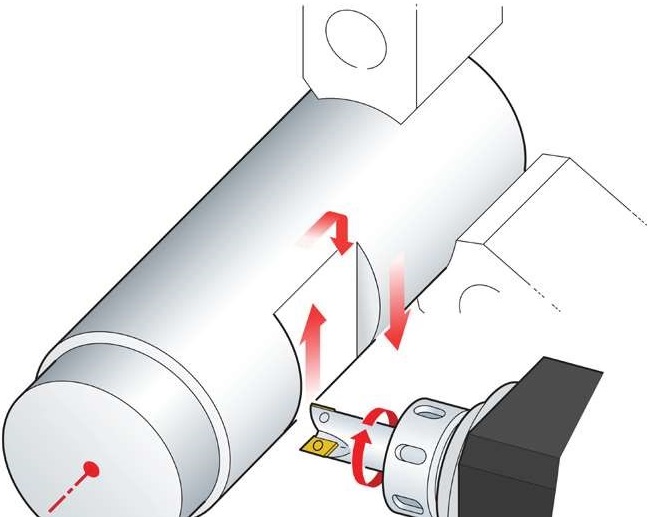
Ось Y позволяет выполнять боковое фрезерование, нецентральное сверление и нарезание канавок.
Это обеспечивает возможность обработки более сложной формы по сравнению с обычным 2- и 3-осевым токарным центром.
NL2000AY / NL2000ASY (ременный привод)
NL2000ASY / BSY (2500SY) (мотор-шпиндель)