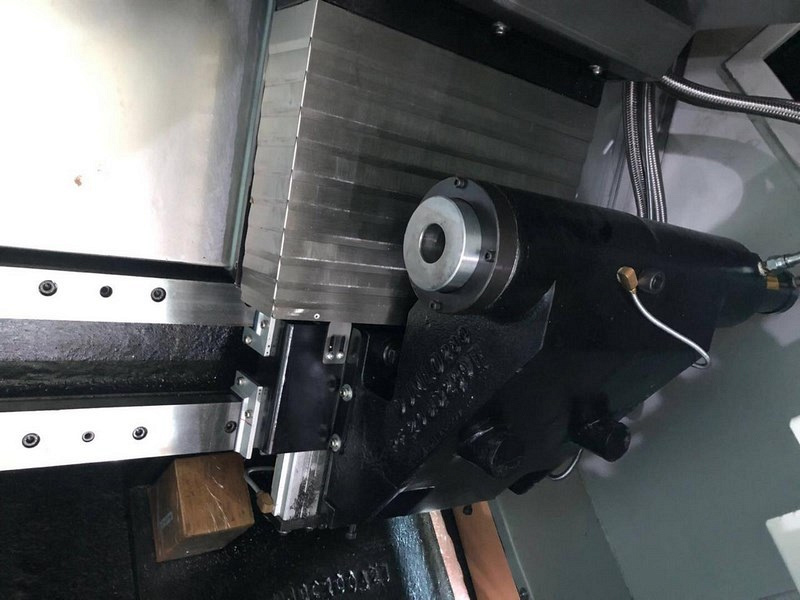
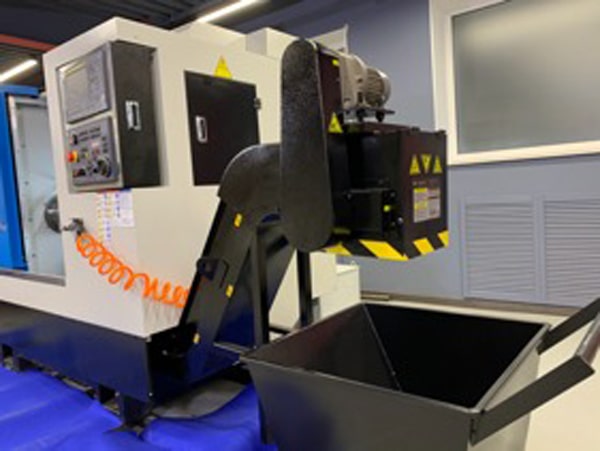
Токарный станок с наклонной станиной с ЧПУ SPECTR TL-200
















Ø обработки: 210 мм
РМЦ: 400 мм
Мощность: 11 / 15 кВт
Вес: 3500 кг
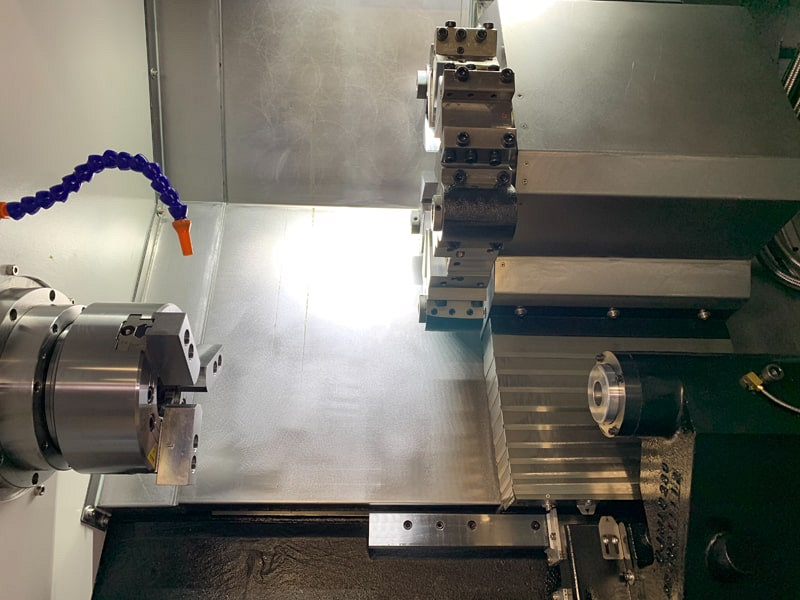
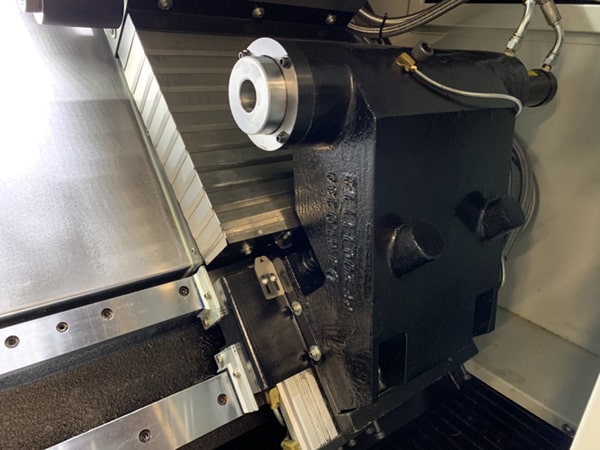
- Высокоточный шпиндель KENTURN (Тайвань)
- Цельнолитая наклонная станина 45˚ с рёбрами жёсткости
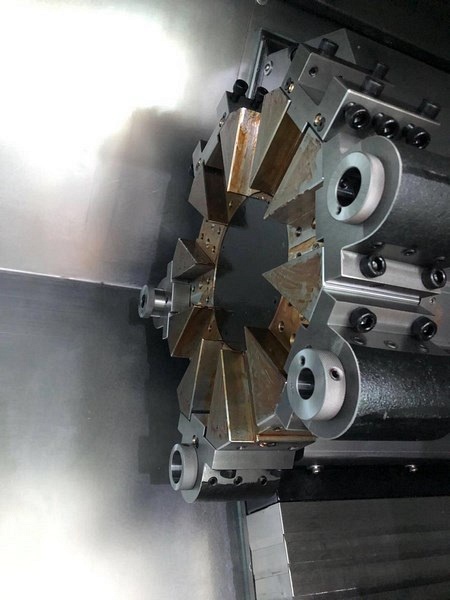
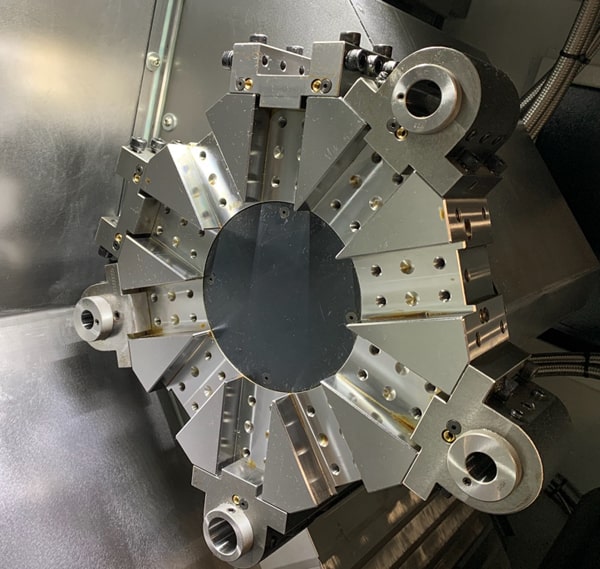
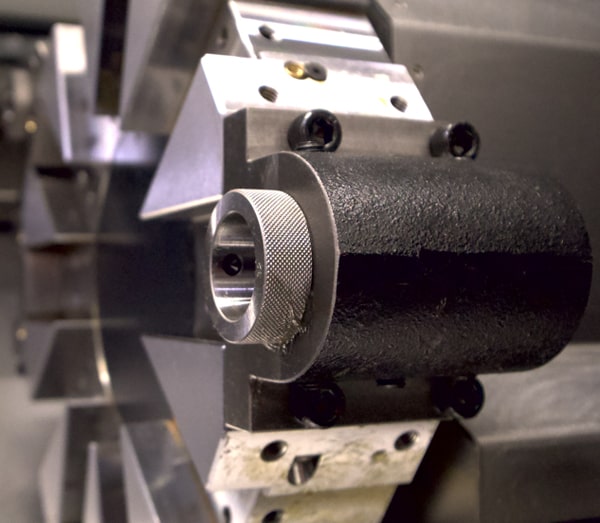
- Усиленная револьверная голова Lio Shing (Тайвань)
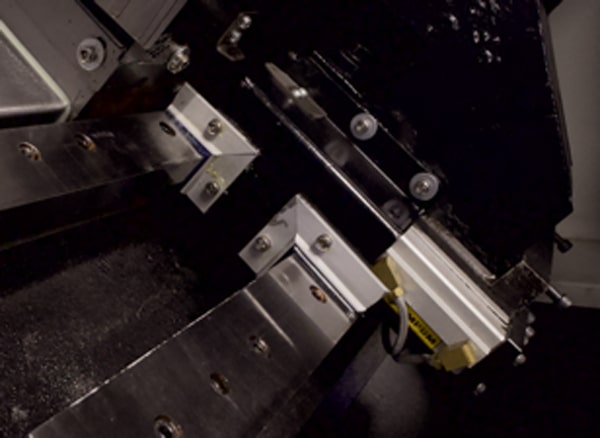
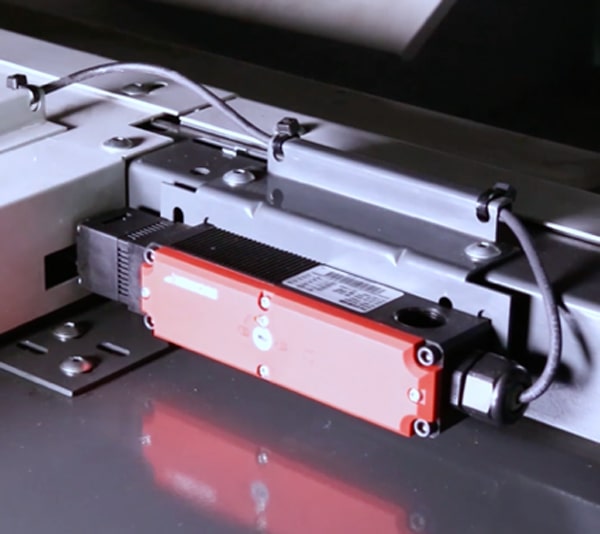
- Роликовые линейные направляющие качения PMI / HIWIN (Тайвань)
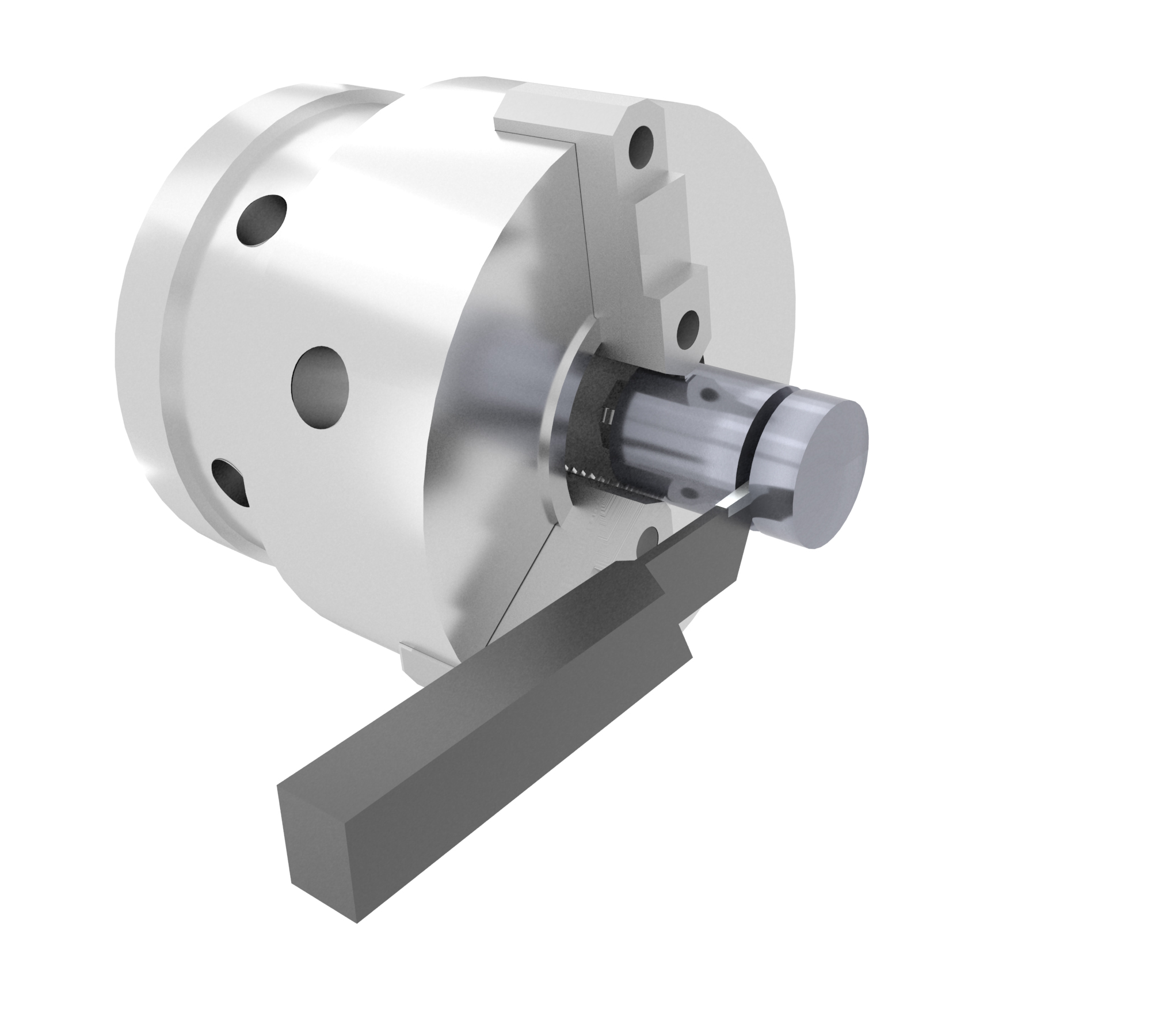
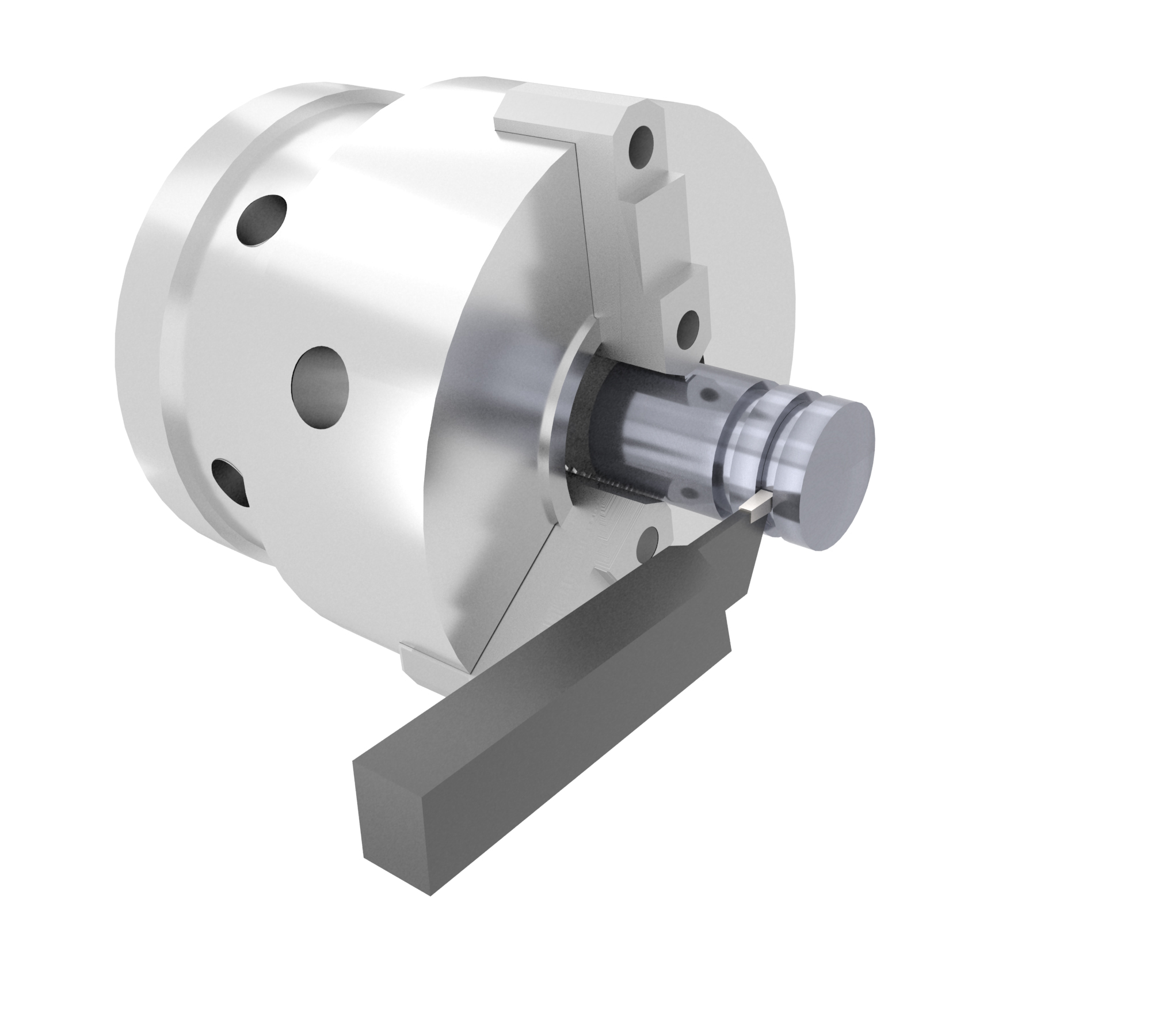
Токарные станки с наклонной станиной серии TL предназначены для комплексной обработки* сложных по конфигурации деталей и стандартных деталей типа тел вращения: валов, осей, фланцев и других методом точения.
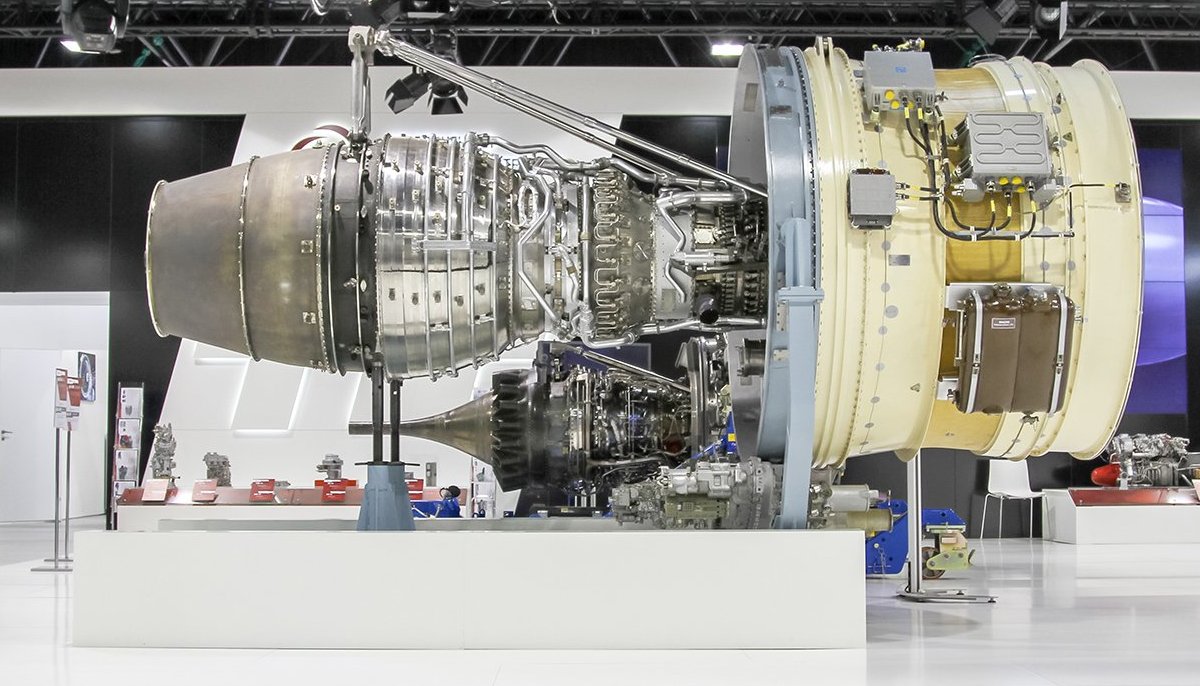
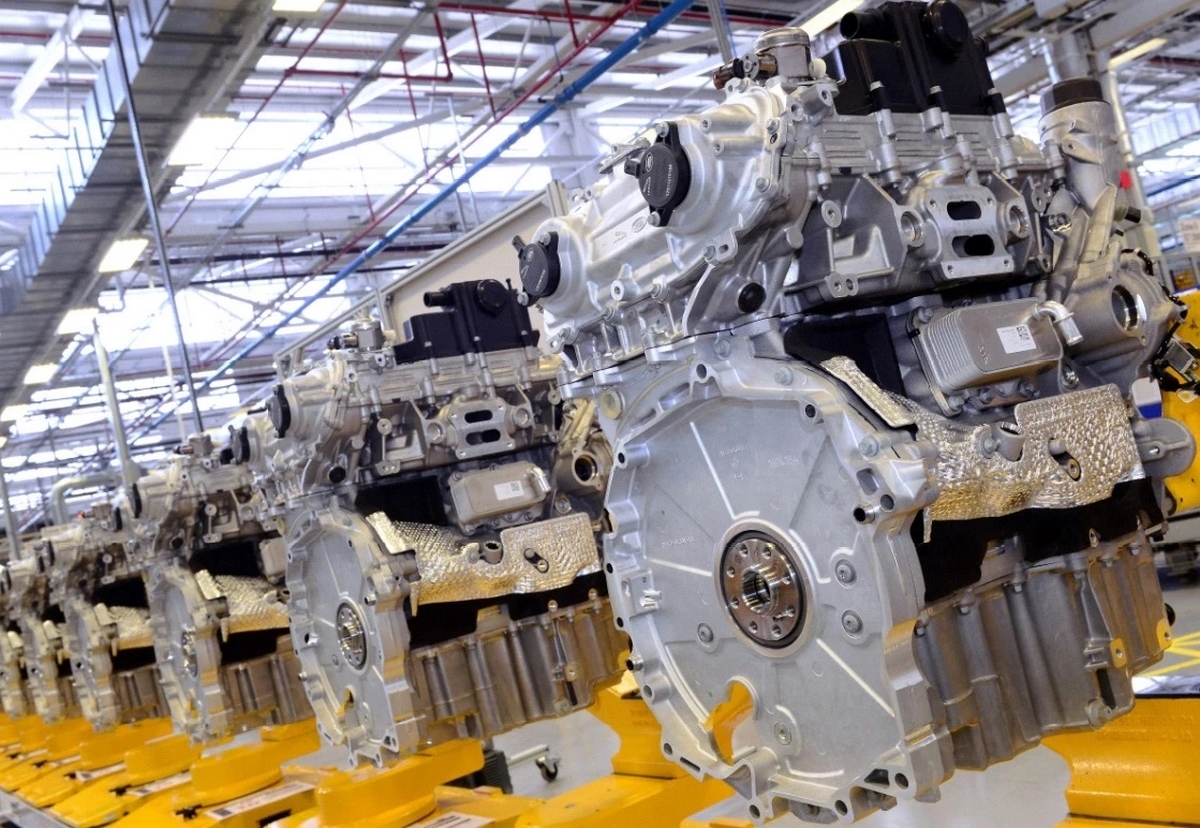
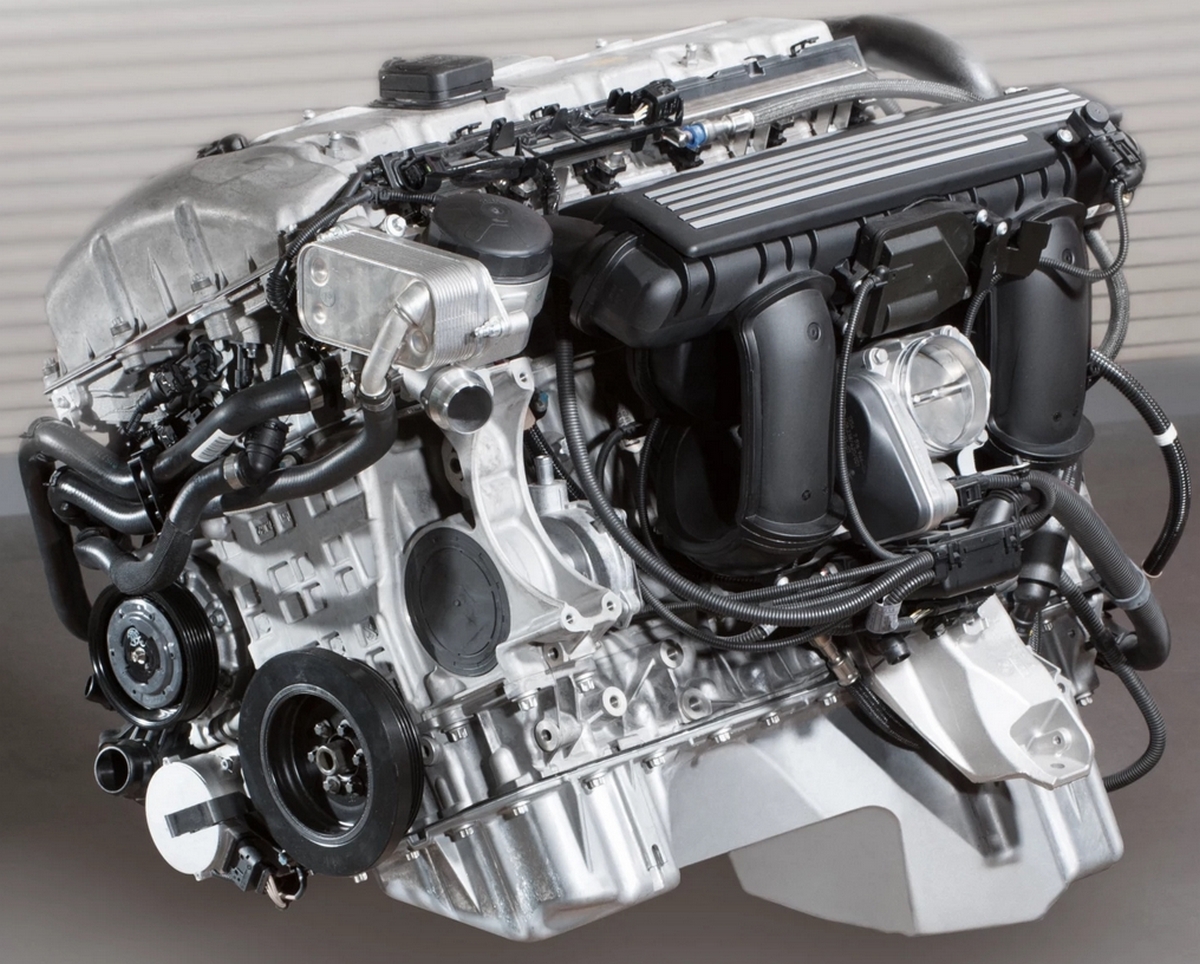
Токарные станки с наклонной станиной серии TL применяются во всех отраслях машиностроительной индустрии, а также в авиационно-космической промышленности, автомобильной промышленности для обработки закаленных, высоколегированных, нержавеющих сталей, а так же цветных металлов и сплавов.









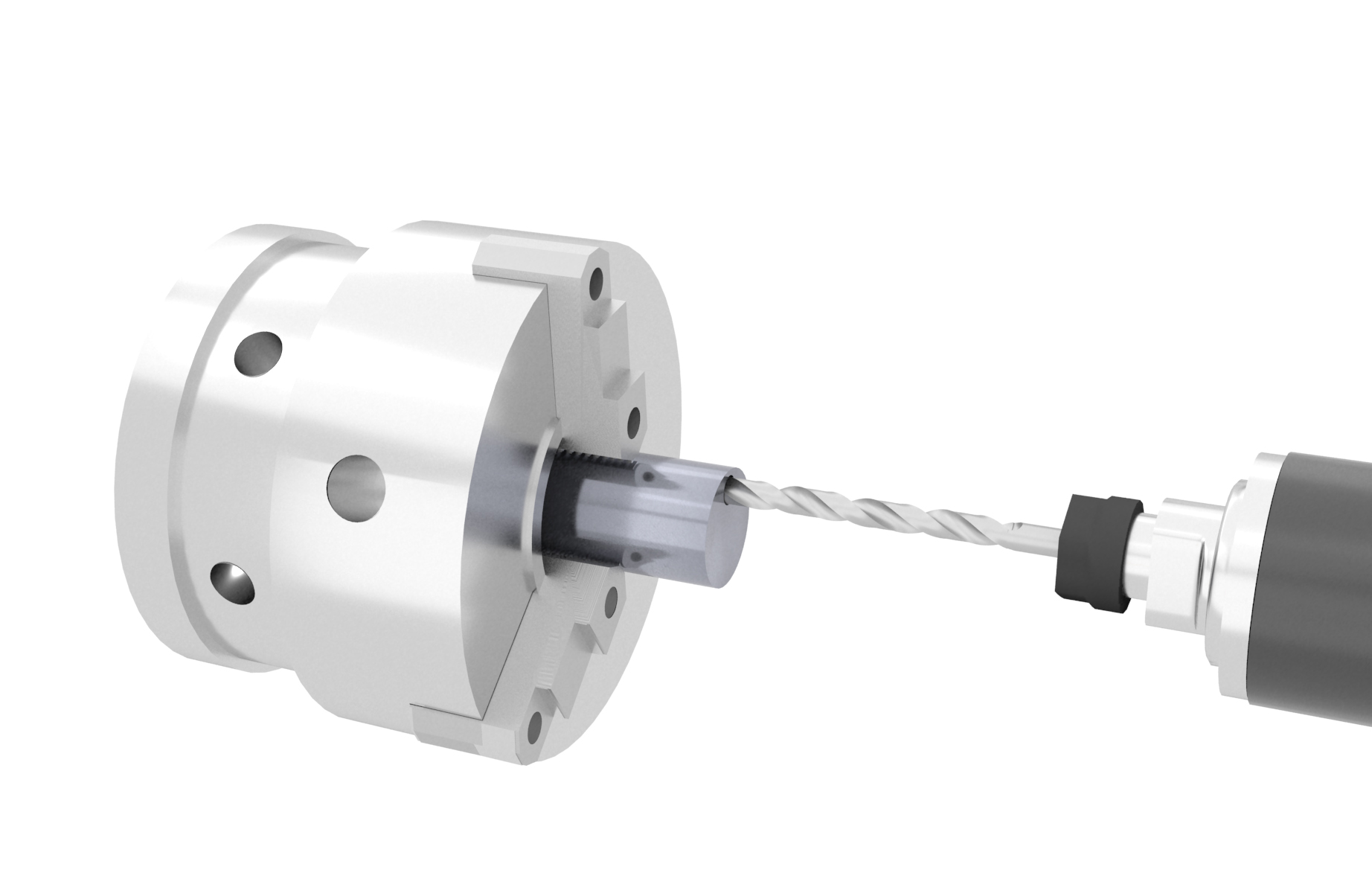





В револьверной голове предусмотрена подача СОЖ.
Точность повторяемости составляет 0,003 мм.
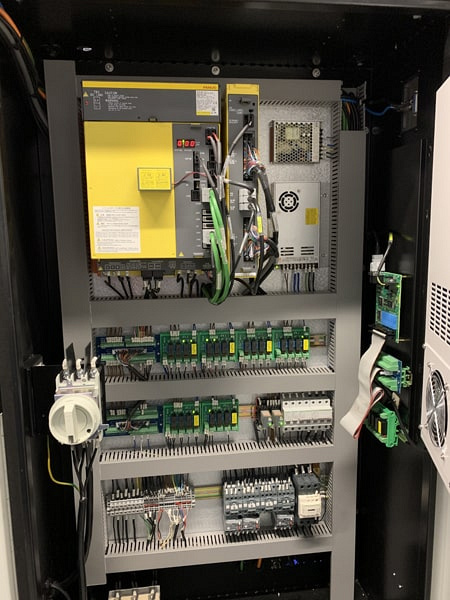
В базовой комплектации устанавливается обновлённая система ЧПУ FANUC 0i-TF (5) Plus, LCD монитор 10,4 дюймов.
В версии Plus расширен функционал:
- увеличена память с 512 Кб до 2 Мб;
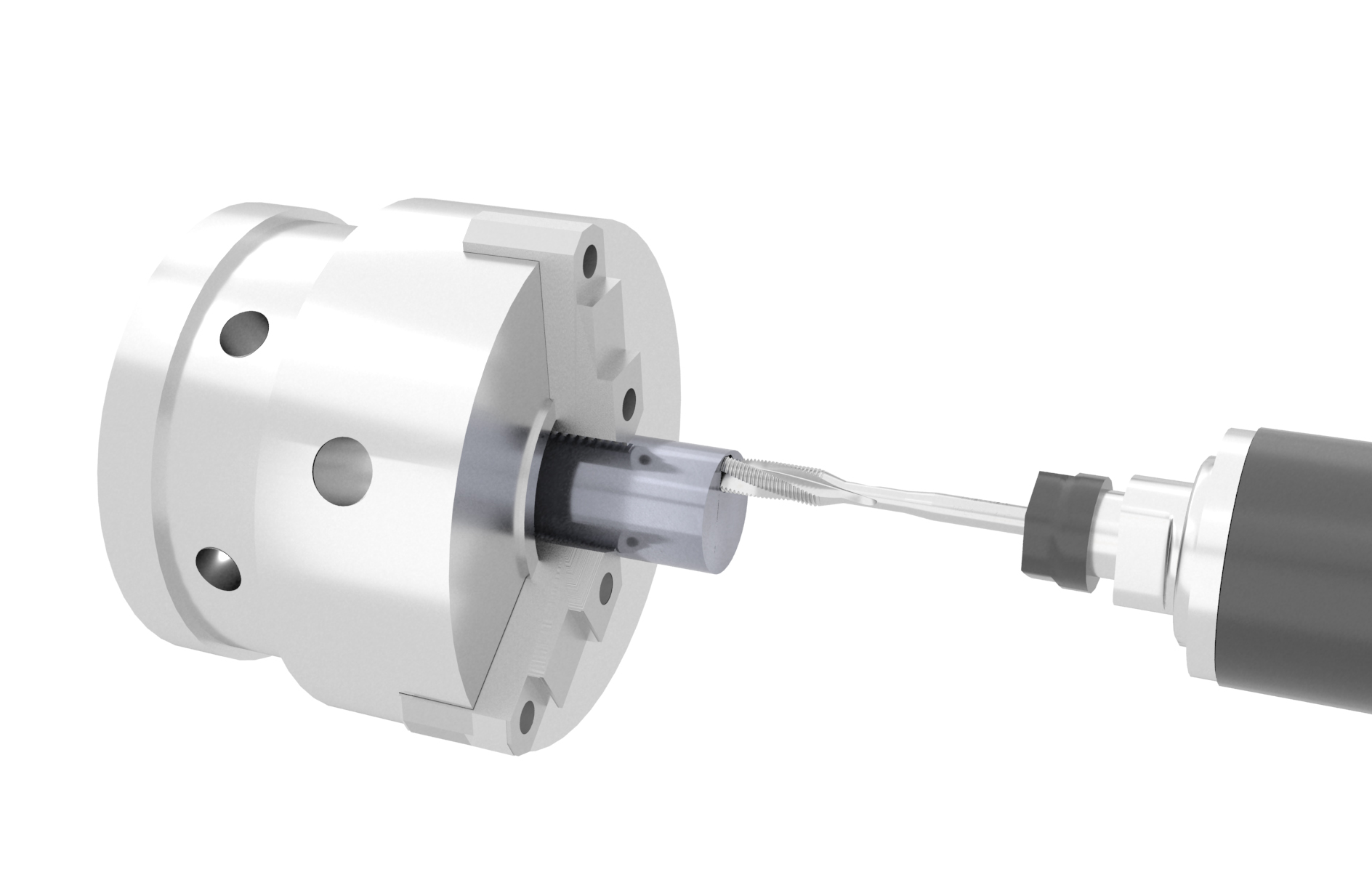
- поддержка 3-х способов нарезания резьбы резцом (G76, G92, G32)
- расширенный функционал циклов сверления и нарезание резьбы метчиком G84 (правая и левая), развертывание G85;
- опция резания с осцилляцией для дробления стружки.

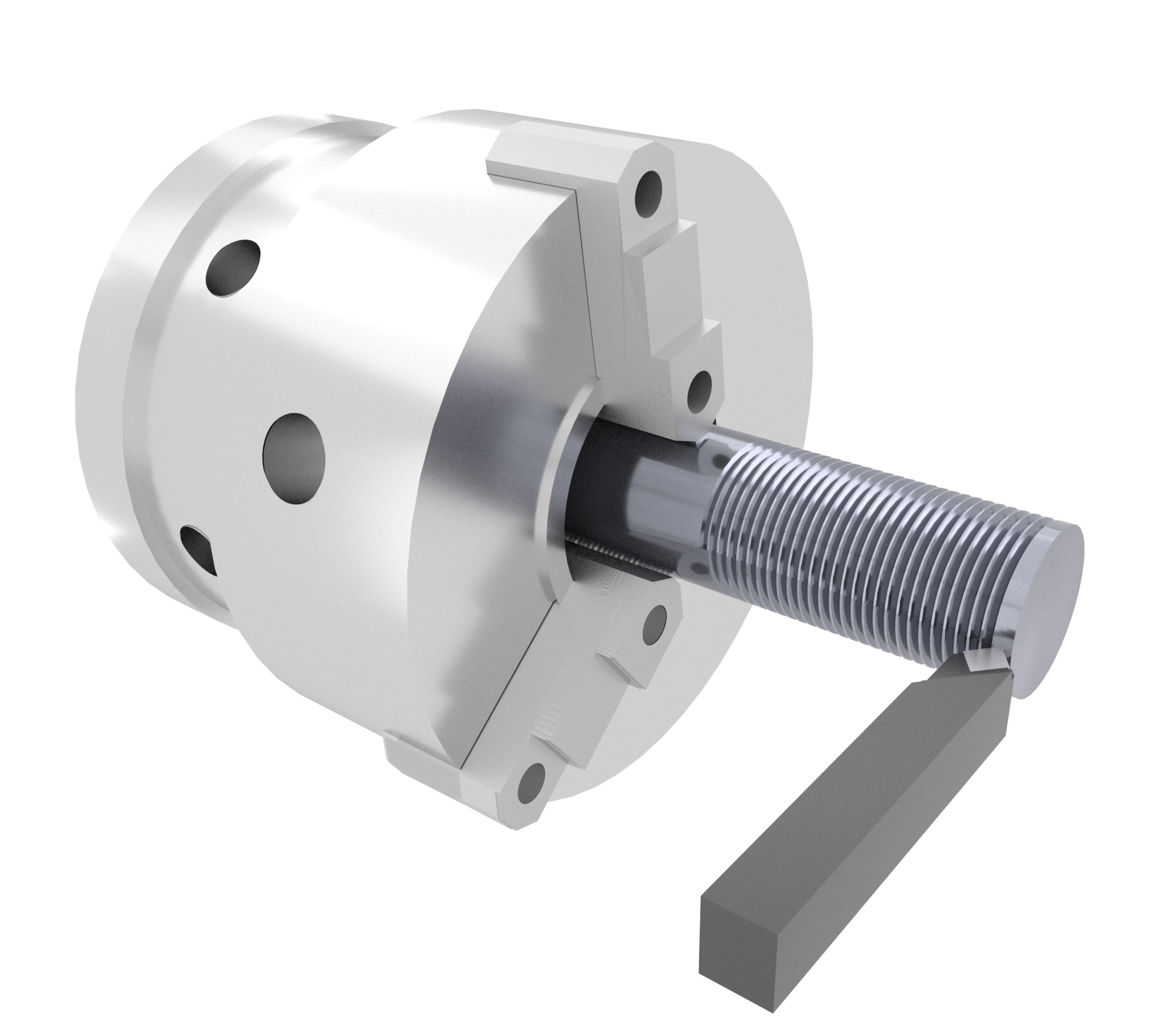
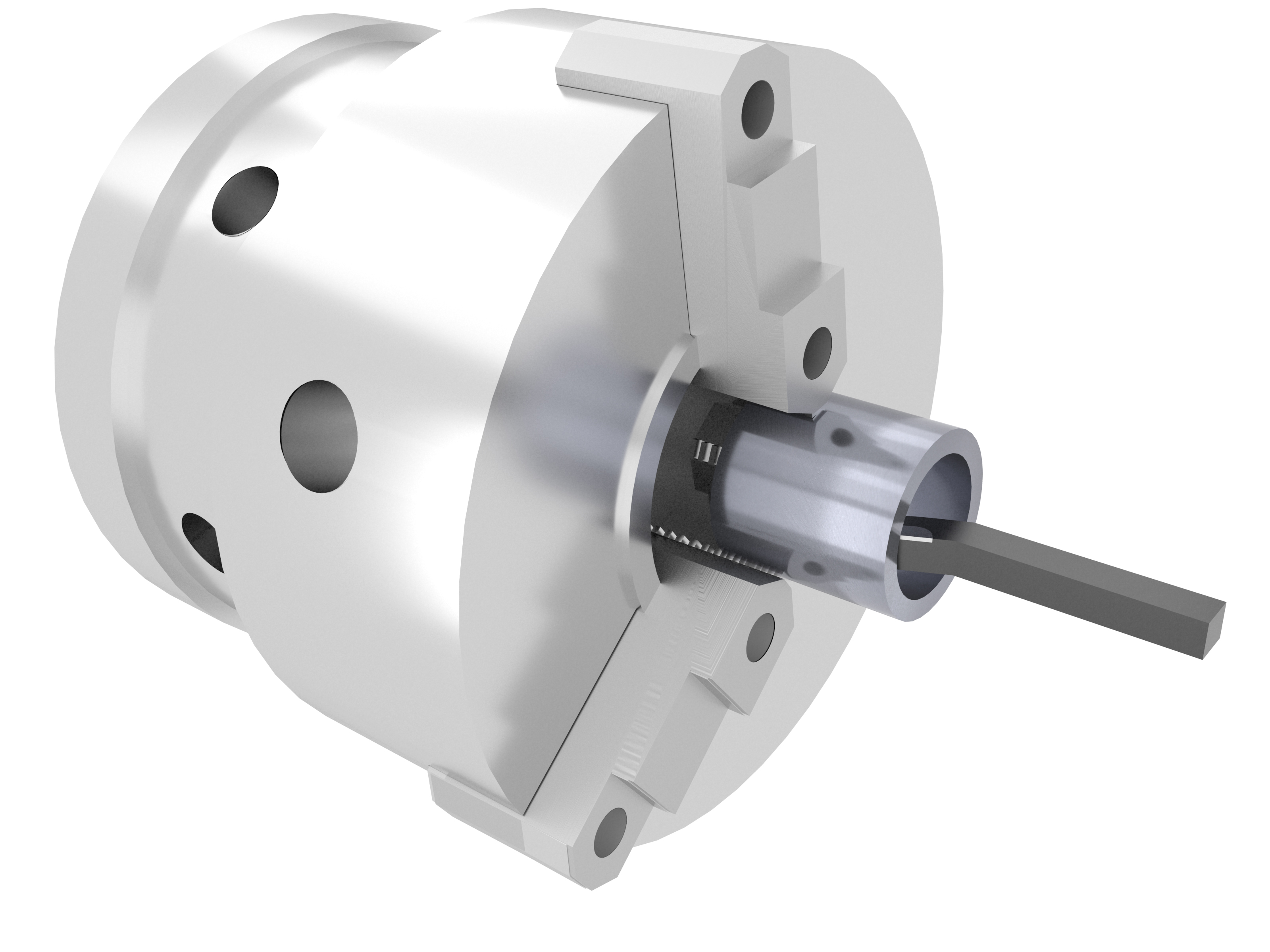
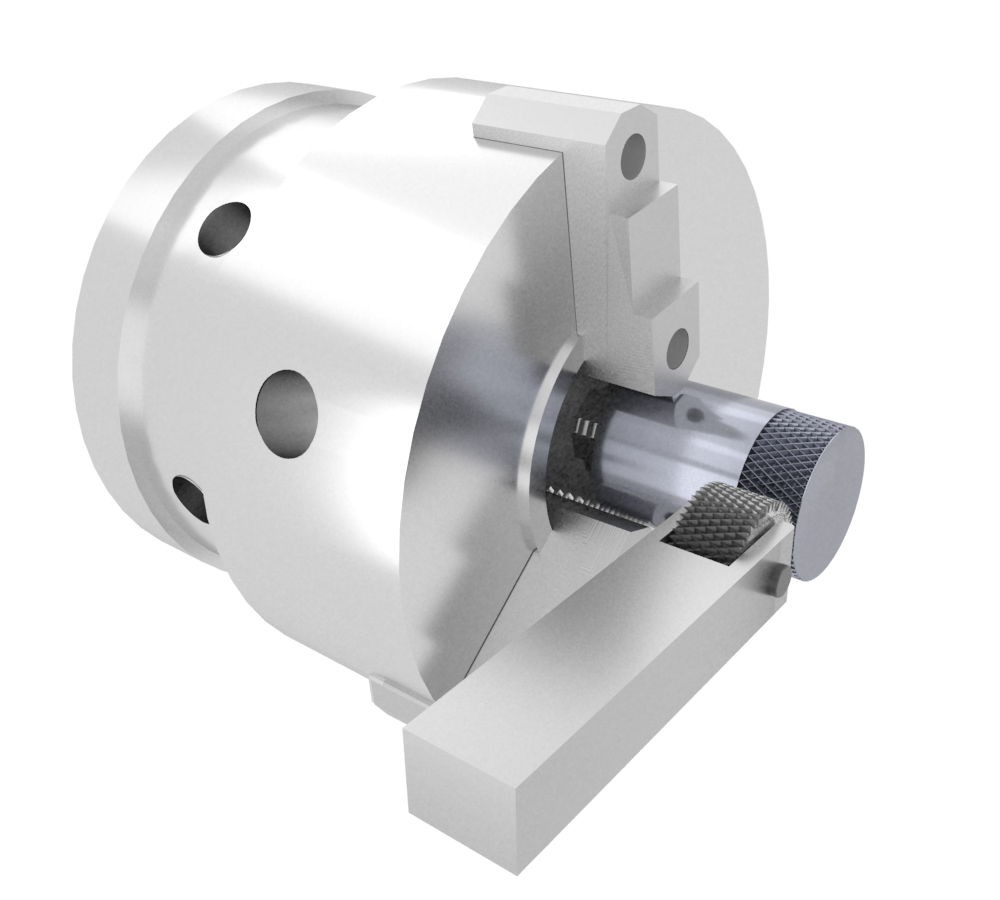
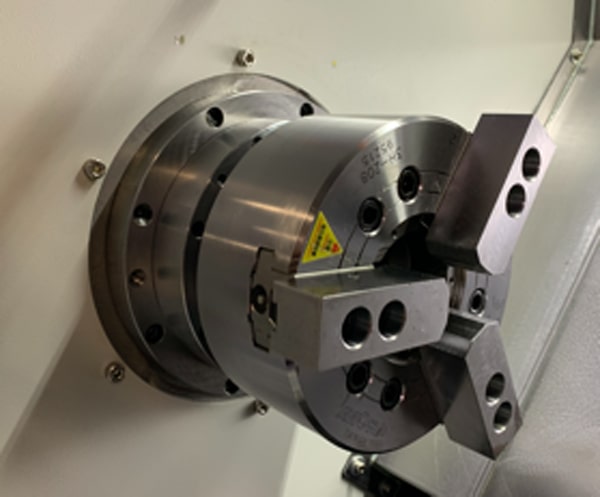
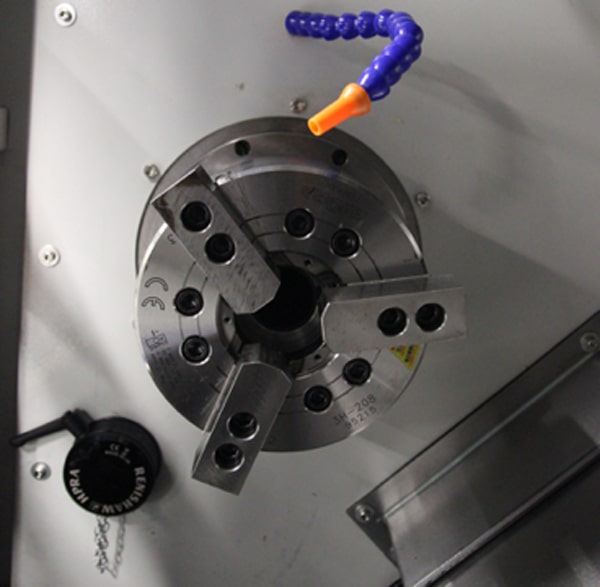
В базовой комплектации установлен гидравлический самоцентрирующийся 3-х кулачковый патрон размером 8’’ (208 мм) фирмы AutoGrip (Тайвань). Изготовлен из износостойкой стали. Предназначен для зажима заготовок цилиндрической симметричной формы.
В стандартную комплектацию входят комплекты калёных и сырых кулачков для полноценной работы.
Макс. диаметр зажима – 210 мм
Мин. диаметр зажима – 23 мм
Макс. усилие зажима – 31,9 кН



В комплект ЗИП входит:
- Переходные втулки (ID) Ø6, 8, 10, 12, 20, 25 мм
- Переходные втулки (U-drill) Ø16, 20, 25, 32 мм
- 2 компл. калёных кулачков
- 6 компл. не калёных кулачков
- Регулировочные болты и опоры – 4 шт.
- Комплект клиновых пластин – 12 шт.
- Ключ инструментальный (36мм) – 1 шт.
- Пистолет воздух – 1 шт.
- Пистолет СОЖ – 1 шт.

Предназначена для токарных и обрабатывающих центров. Располагает расширенными технологическими функциями и универсальными методами программирования, включая функцию ShopTurn. Которая предлагает оператору все для быстрого и простого перехода от чертежа к детали графически в форме рабочего плана.

Модель: DH-65/65L
Диаметр прутка: 5 - 65 мм
Длина основного вала: 1200 / 1500 мм
Высота центра вала: 850 - 1250 мм
Вес: 250 кг
Давление: 6 кг/см2


