- Нет в наличии







Китай
-
Макс. диаметр точения250 мм
-
Двигатель привода главного шпинделя15 / 22,5 кВт
-
Макс. длина точения1000 мм
-
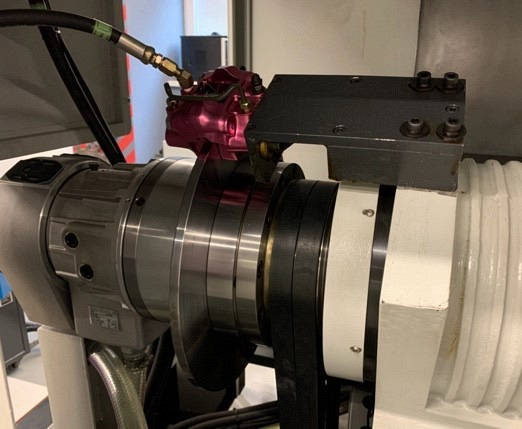
Приводной инструментесть
-
Ось Yнет
Модель
ITX-410М/1000
Макс. диаметр вращения, мм
400
Макс. диаметр точения, мм
250
Макс. длина точения, мм
1000
Макс. диаметр прутка, мм
75
По оси X, мм
200
По оси Z, мм
1000
Конус
А2-8
Частота вращения шпинделя, об/мин
3000
Диаметр отверстия шпинделя, мм
86
Размер патрона, дюйм
10
Ускоренная подача по оси X, м/мин
25
Ускоренная подача по оси Z, м/мин
25
Размер державки инструмента, мм
25 x 25
Размер державки расточного резца, мм
25
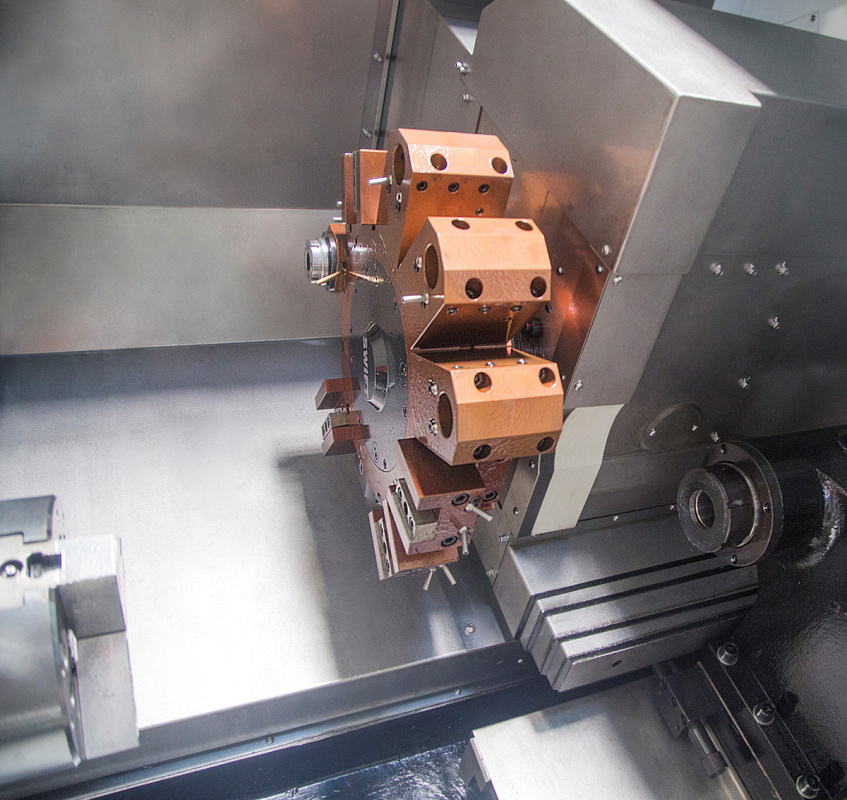
Тип крепления приводных блоков
BMT 55
Точность позиционирования, мм
0,005
Повторяемость, мм
0,003
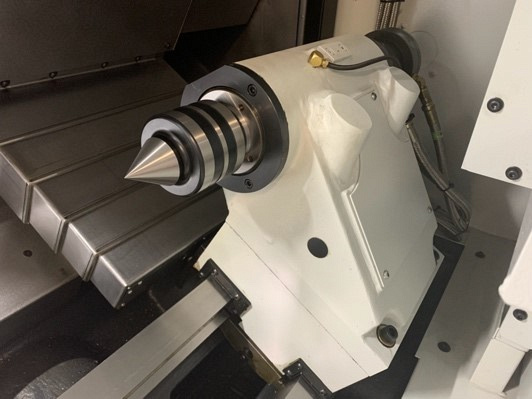
Перемещение задней бабки, мм
880
Конус пиноли задней бабки
МТ5
Ход пиноли задней бабки, мм
80
Диаметр пиноли задней бабки, мм
100
Двигатель привода главного шпинделя, кВт
15 / 22,5
Двигатель привода оси Х, кВт
3,1
Двигатель привода оси Z, кВт
3,1
Двигатель привода оси Y, кВт
3,1
Крутящий момент главного шпинделя, Нм
143
Двигатель приводного инструмента, кВт
5,5
Крутящий момент приводного инструмента, Нм
35
Обороты приводного инструмента, об/мин
4000
Количество инструментов, шт.
12
Угол наклона станины, град.
45
Тип направляющих
качения
Приводной инструмент
есть
Ось Y
нет
Длина, мм
2900
Ширина, мм
1770
Высота, мм
1800
Вес, кг
3600
Будьте первыми, кто оставит свой отзыв о
нашем товаре!