








Частота вращения шпинделя:
10 000 об/мин
Кол-во управляемых осей: 8
Ø обрабатываемого прутка: 2 - 20 мм
Вес: 2670; 2700 кг
- Полная автоматизация производства
- Выпуск сложных деталей без проектирования и производства спец. технологической оснастки
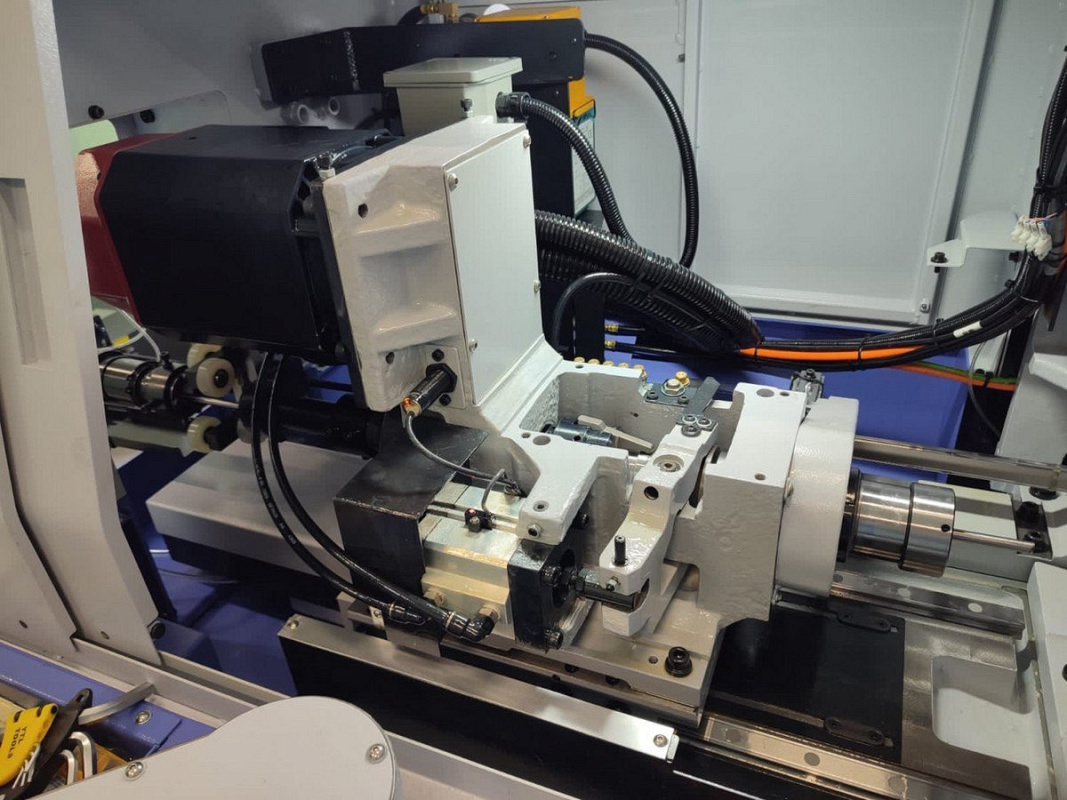
- Противошпиндель с инструментальным суппортом обеспечивают одновременную обработку 2 деталей
- Увеличение эффективности производства до 10 раз
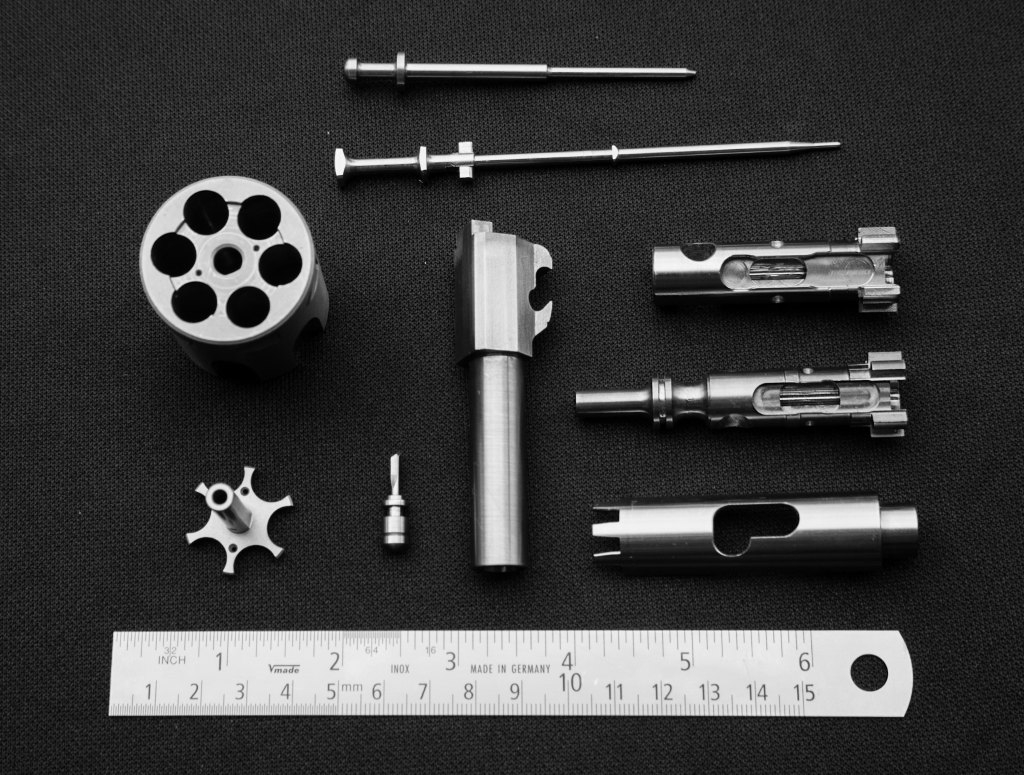
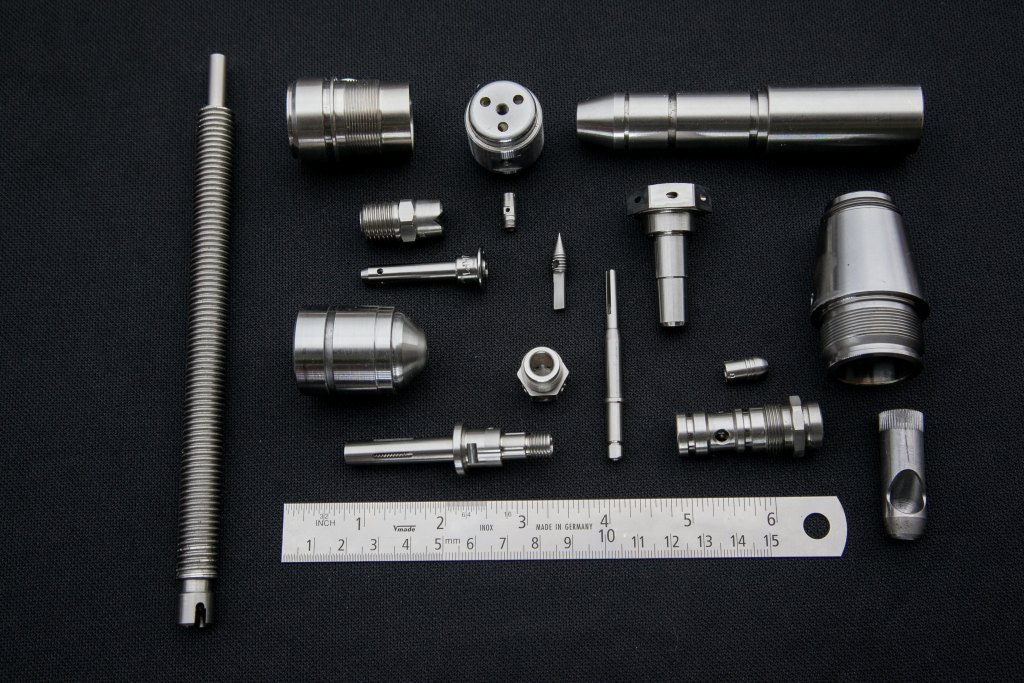
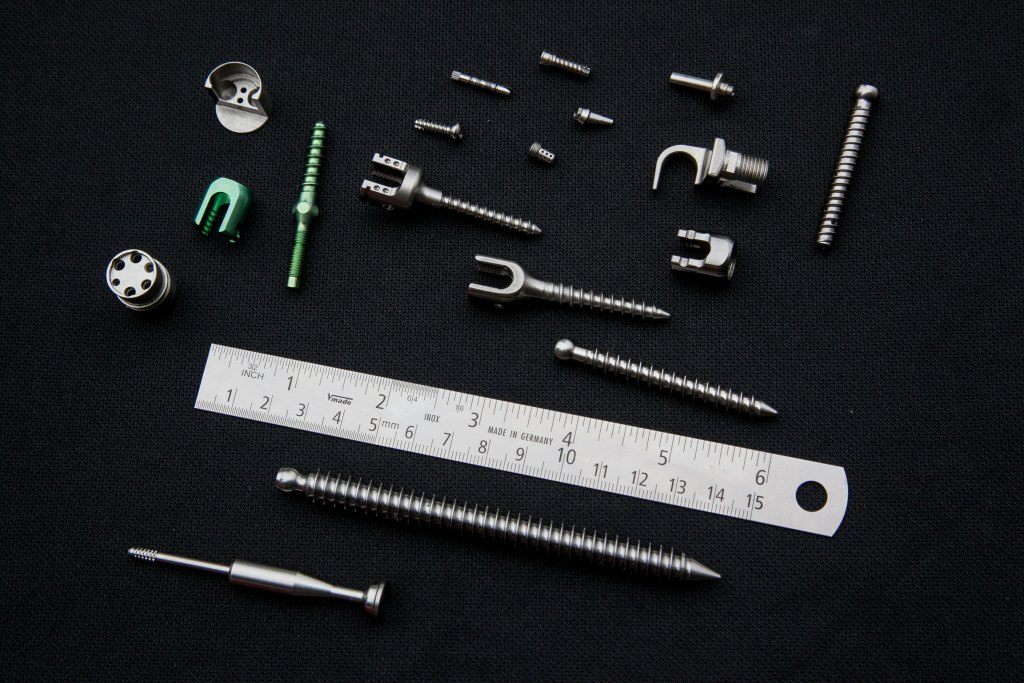
Автоматы продольного точения JINN FA JSL-20RB / RBY предназначены для производства деталей сложной формы (тройники, иглы) из калиброванного прутка диаметром 3 - 20 мм. Один такой станок способен выполнять функции* токарного и токарно-фрезерного станка с Y-осью, сверлильного и даже шлифовального оборудования.
Автоматы продольного точения JINN FA серии JSL - высокотехнологичное оборудование с уникальными возможностями обработки деталей. Представляют собой одну из топовых моделей линейки JSL. Среди функций оборудования токарные и фрезерные, есть возможность нарезания резьб различных отверстий. Модель JSL-20RB/RBY обеспечивает высокую точность и качество получаемой поверхности, работает с высокой производительностью, быстро перенастраивается на выпуск новых изделий.
Автоматы продольного точения JINN FA JSL-20RB/RBY рассчитаны работу в условиях серийного производства. Они используются:
- в транспортном машиностроении;
- аэрокосмической отрасли;
- медицинской сфере.



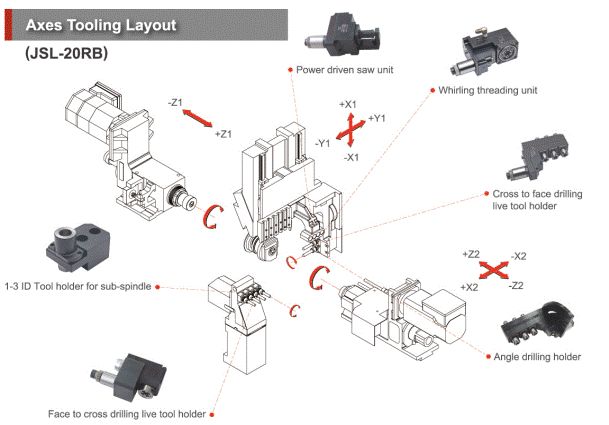
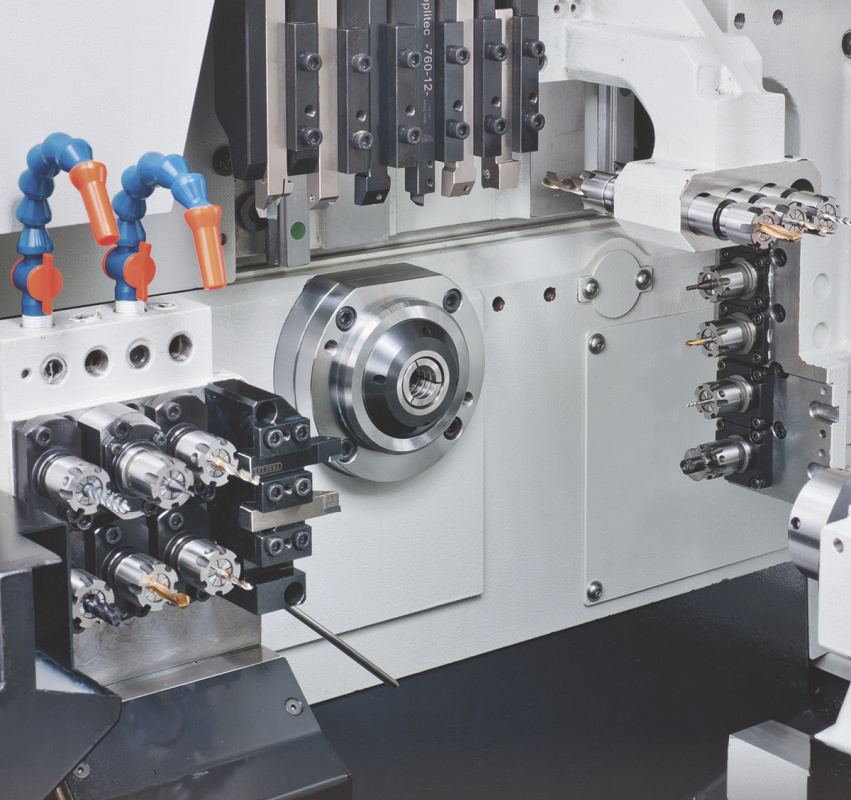
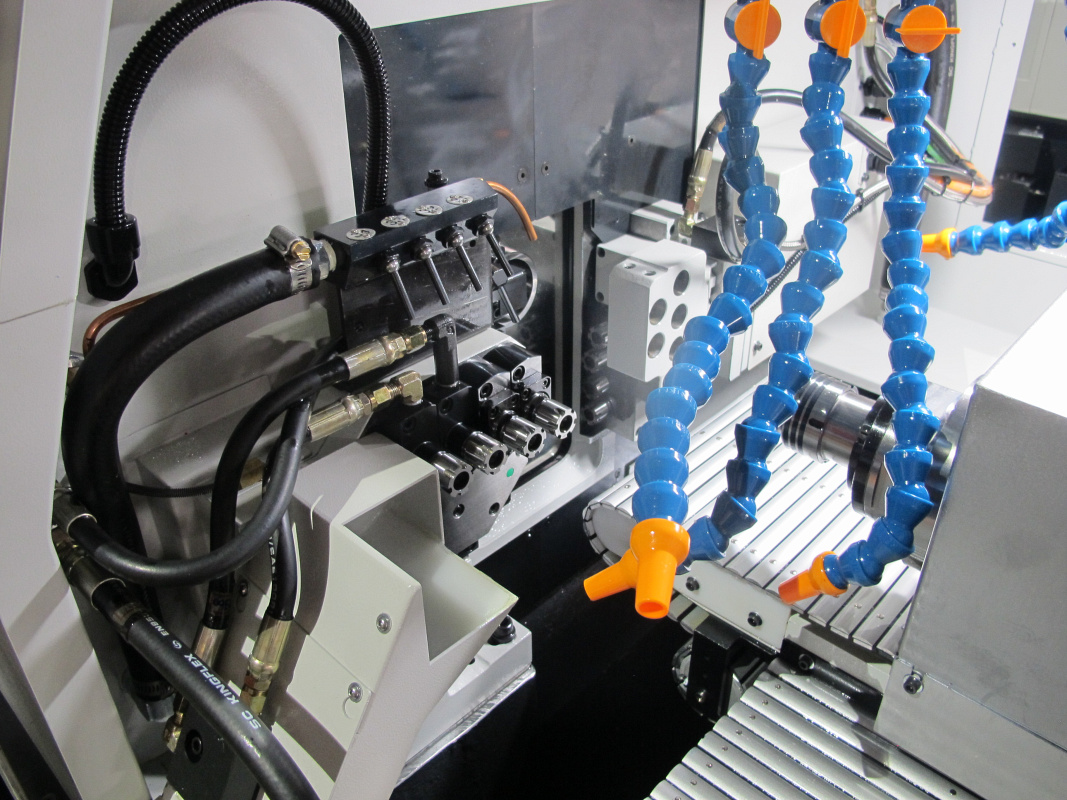
- 6 токарных инструментов;
- 4 осевых не приводных инструментов;
- 5 осевых приводных инструментов.
- Обеспечивает полноценную доработку детали после перехвата.
- Возможны различные варианты оснащения инструментальной системы противошпинделя в зависимости от детали.
Обеспечивает полноценную доработку детали после перехвата.
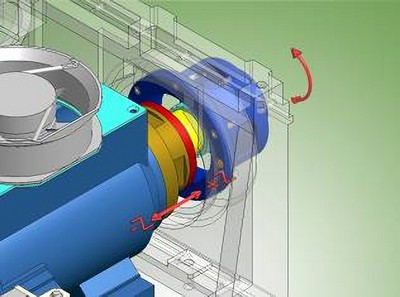
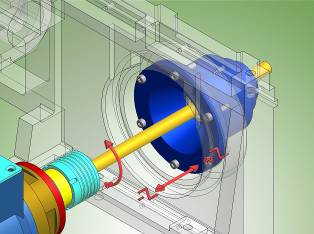
Система без держателя направляющей втулки
Используется для уменьшения остатка прутка. Экономит материал и деньги. Особенно актуальна при обработке коротких заготовок. Применяется при длине заготовки меньше или равной диаметру прутка.
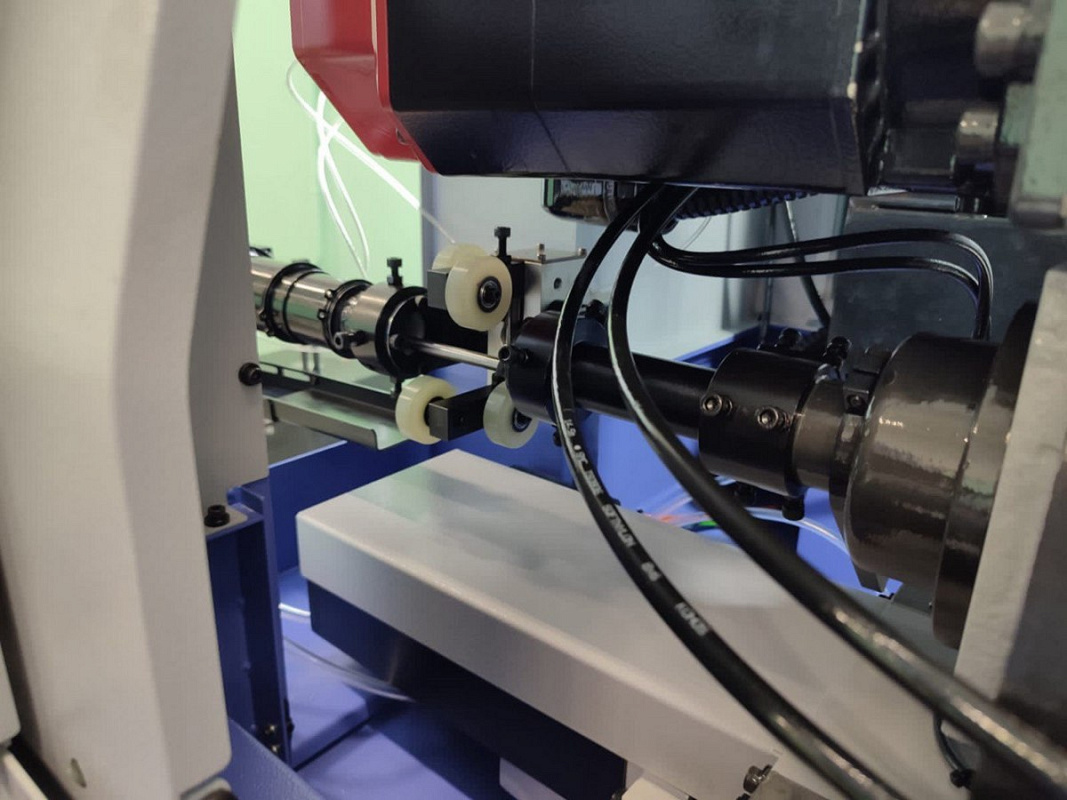
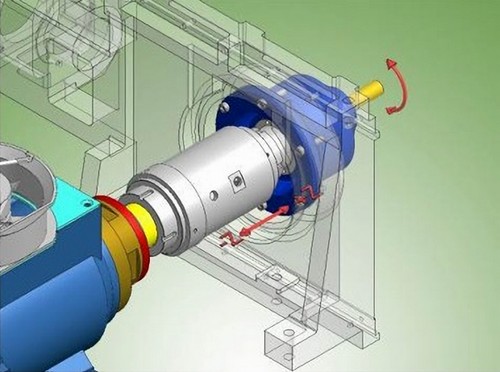
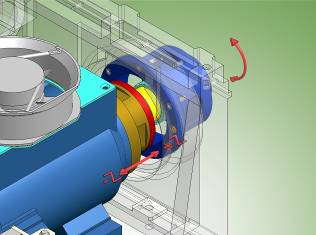
Система с вращающимся держателем направляющей втулки
Используется при деталях, где требуется постоянное перемещение шпиндельной головки для увеличения стабильности и обеспечения качества поверхности при обработке длинных деталей.
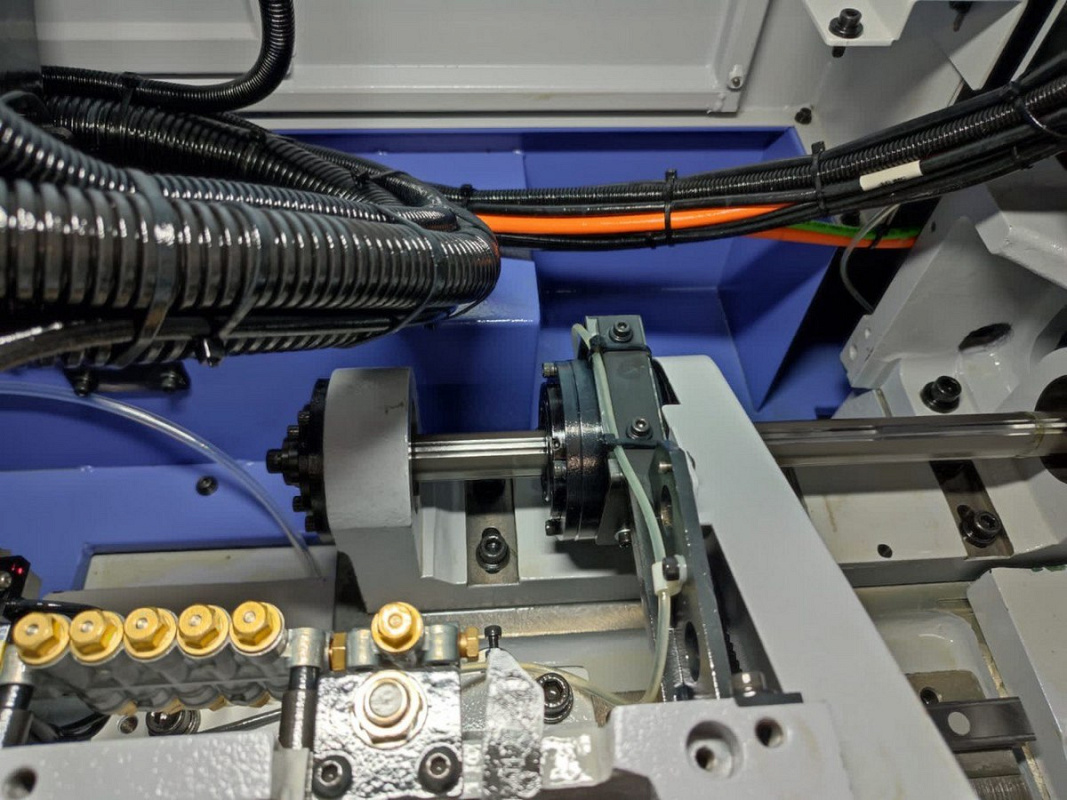
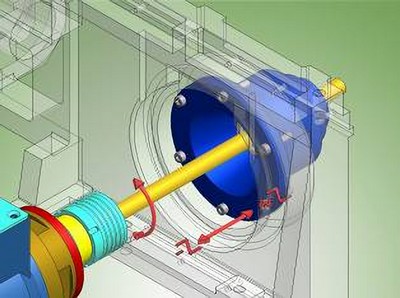
Система с одновременно вращающимся держателем направляющей втулки
Используется при деталях, где требуется постоянное перемещение шпиндельной головки для увеличения стабильности и обеспечения качества поверхности на при обработке длинных деталей.
Цанговый патрон и втулка вращаются одновременно. Несинхронное вращение заготовки и втулки приводит к износу последней. Особенно актуально в случае обработки «сложных» заготовок (нержавейка, сплавы и т.д.), а так же при обработке шестигранника и других некруглых заготовок. Установка позволит продлить срок службы направляющей втулки.
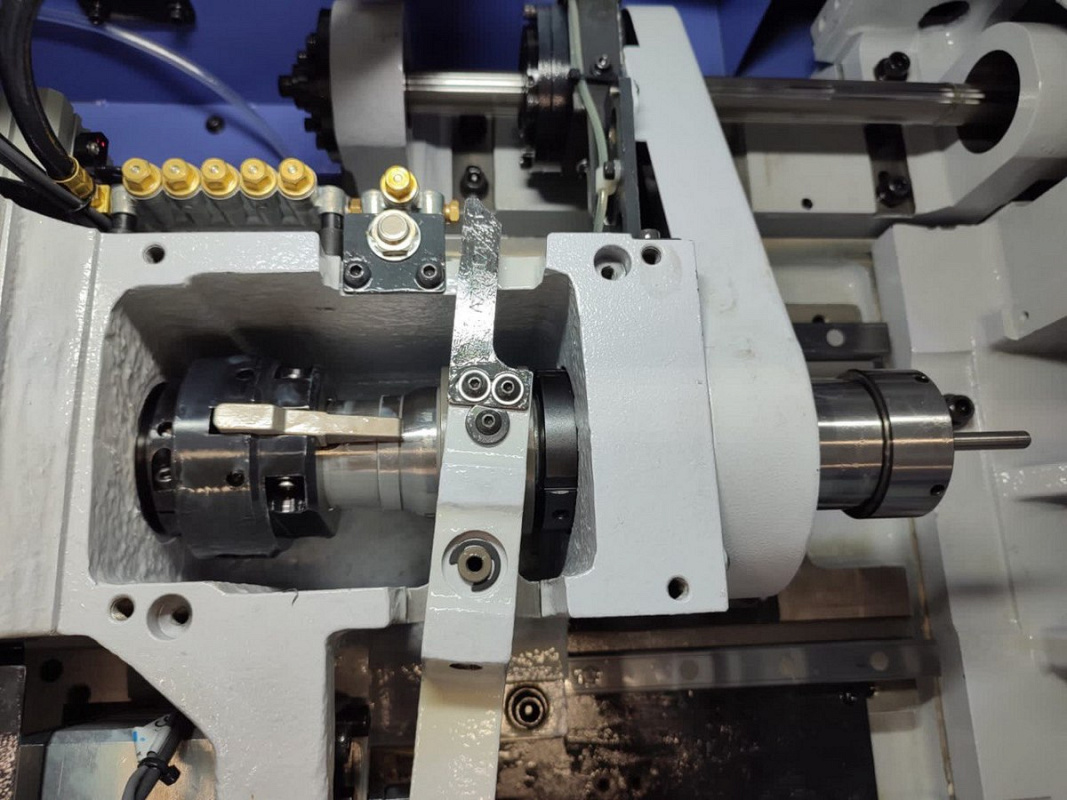
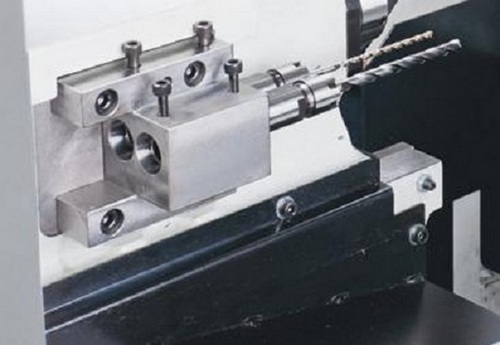
Система с фиксированным держателем направляющей втулки (Не вращающаяся направляющая втулка)
Цанговый патрон вращается, втулка не вращается. Система легка в установке и регулировке. Устанавливается преимущественно при обработке круглого прутка из цветных металлов

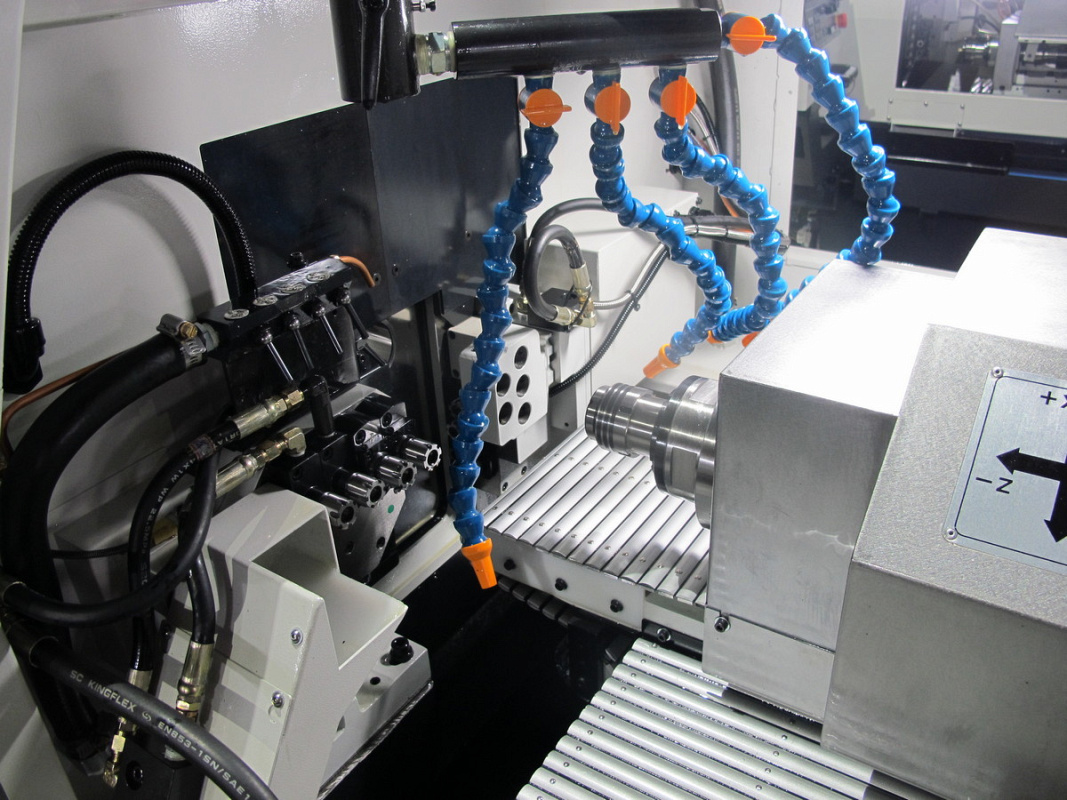
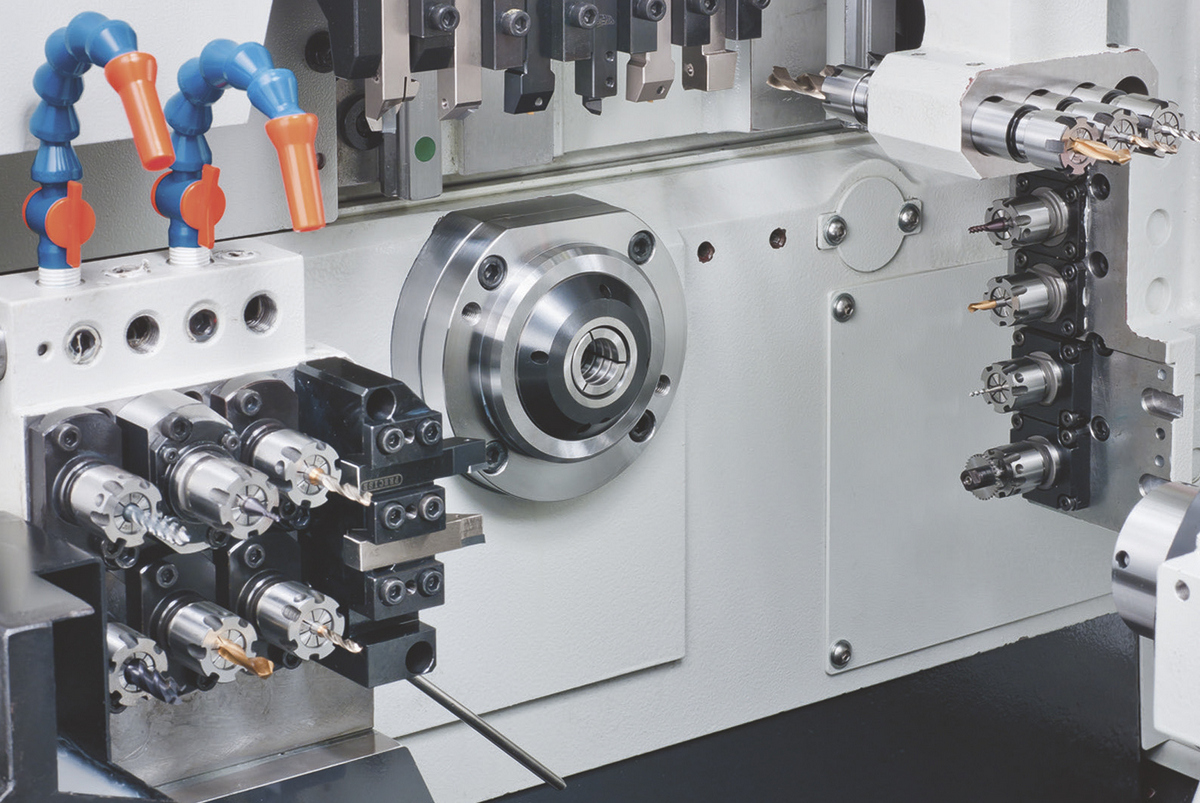
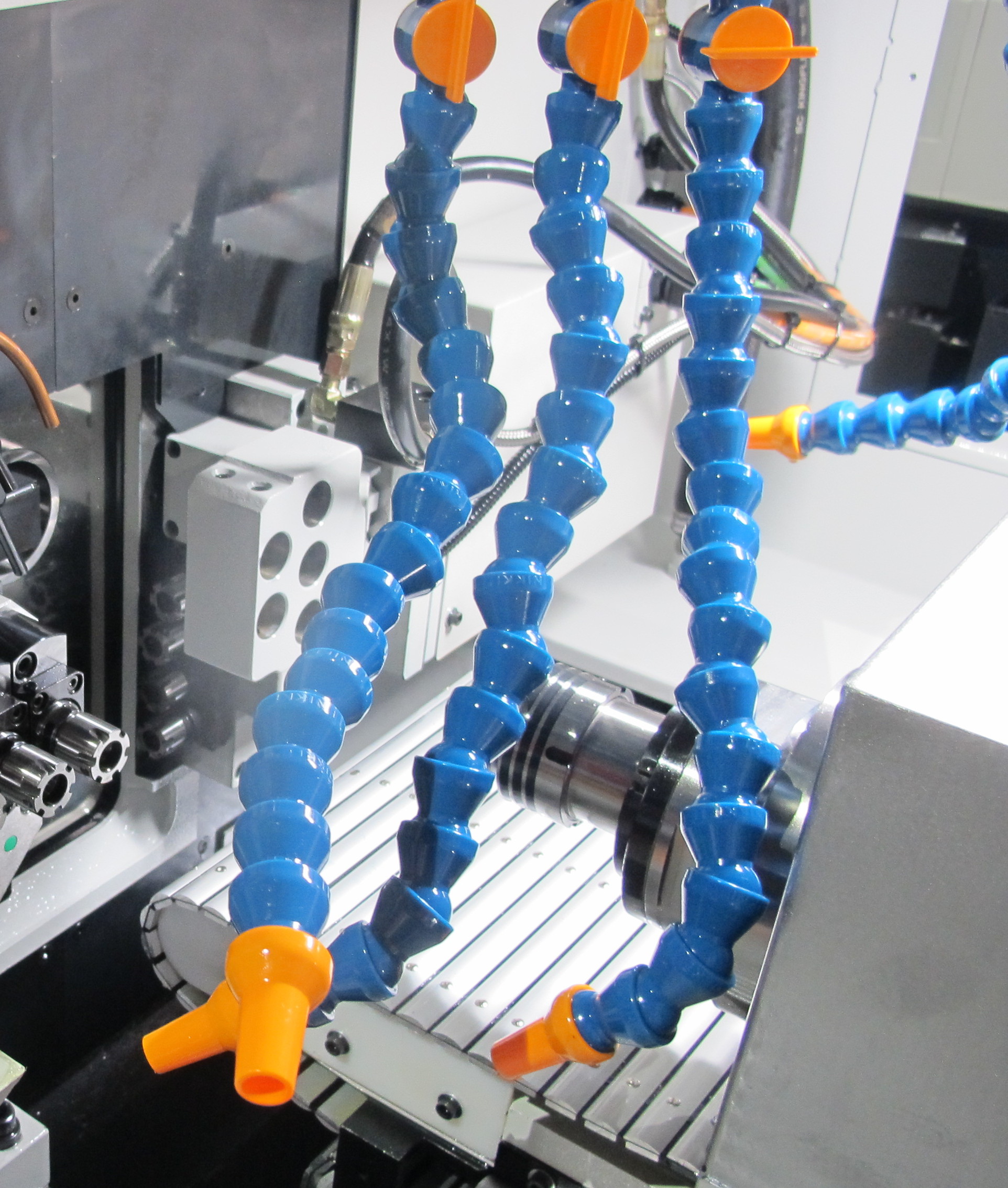
Инструментальная система с подводом СОЖ высокого давления до 100 атм.
Современная система ЧПУ Fanuc 32iB с управлением на русском языке.

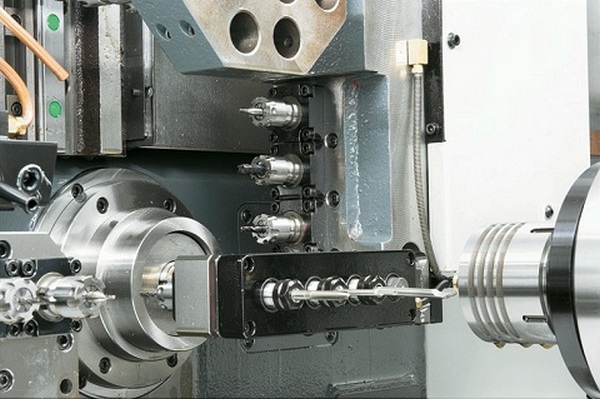
- 6-позиционный резцедержатель инструмента для наружной обработки
- 5-позиционный резцедержатель инструмента для внутренней обработки
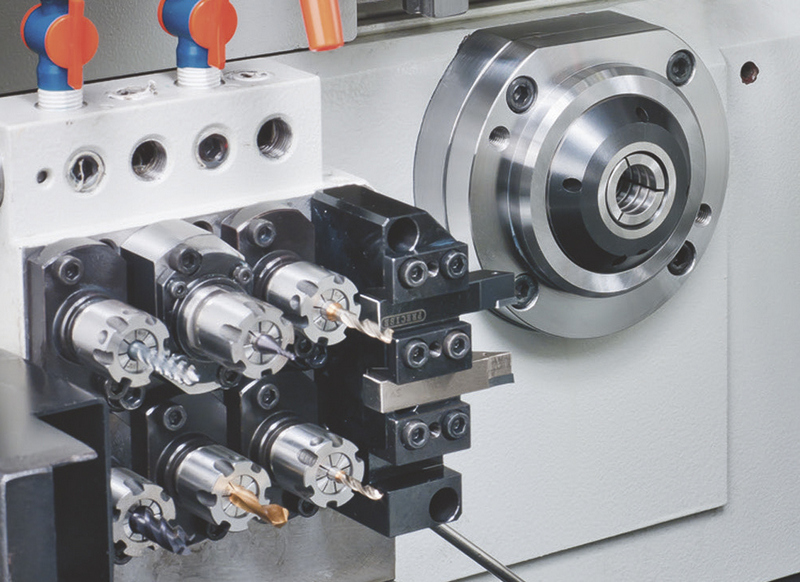
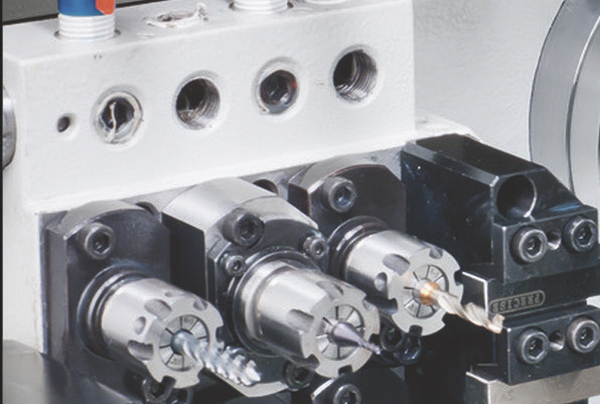
- 4-позиционная державка приводного инструмента для радиальной обработки (сверление, фрезерование)
Большое количество инструментальных позиций позволяет обрабатывать сложные детали различных типоразмеров без необходимости переналадки.
В стандартную комплектацию станка входит уловитель деталей. В качестве опции можно установить уловитель для длинных деталей.

Система легка в установке и регулировке.
Устанавливается преимущественно при обработке круглого прутка из цветных металлов.
Обеспечивает полноценную обработку детали после перехвата.

Обеспечивает полноценную доработку детали после перехвата.
Возможны различные варианты оснащения инструментальной системы противошпинделя в зависимости от детали.


Используется для уменьшения остатка прутка. Экономит материал и деньги.
Применим при обработке коротких заготовок при длине заготовки меньше или равной диаметру прутка.
Позволяет использовать одну инструментальную позицию для обработки как в главном шпинделе, так и в противошпинделе.

3 приводных расположенных вдоль оси вращения шпинделя для обработки как в главном шпинделе, так и в противошпинделе.
Устраняет образование масляных пятен около станка, которые неизбежно образуются при открытии двери станка сразу после обработки, пока взвесь из масляного тумана заполняет всю рабочую зону станка, а также снижает расход масляной СОЖ до 15%.

Позволяет работать на станке полностью в автоматическом режиме без участия оператора.
