



























































В наличии
Максимальные скидки
Хит продаж
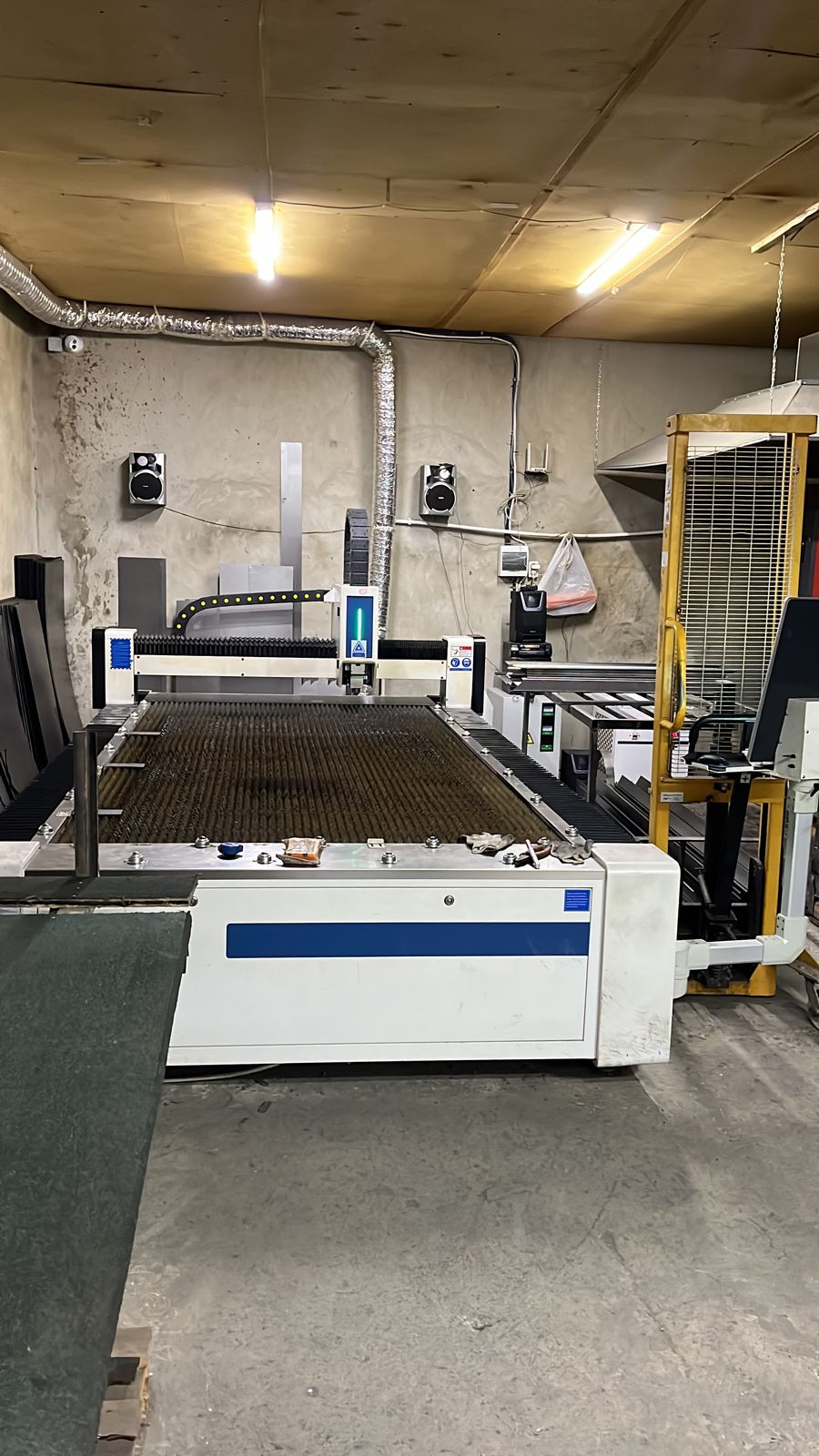
Оптоволоконная установка лазерного раскроя KMT L1 PRO
Код(ы) товара: ЛО 467341
-
На станки из наличия!Узнать больше
-
Лидеры продаж оборудования для металлообработкиУзнать больше












1/14

Перемещение по осям X / Y / Z:
3030 x 1525 x 100 мм
Скорость перемещений портальной системы: 100 м/мин
Ускорение: 1,2 G
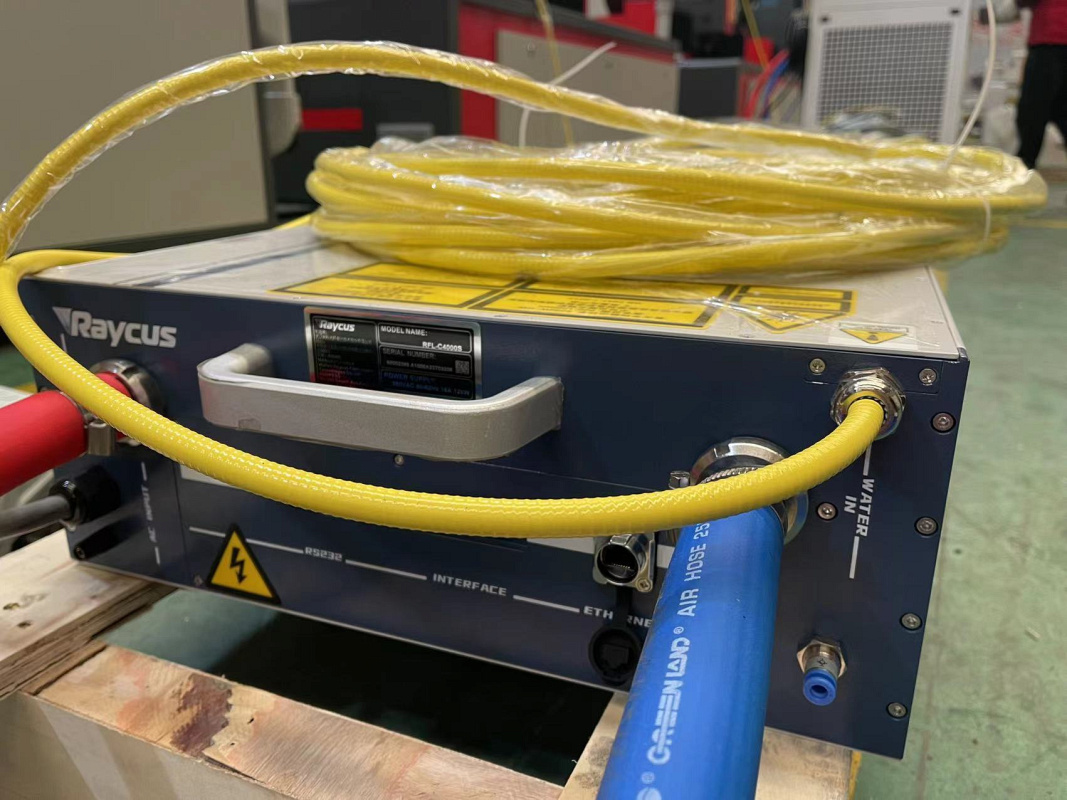
Мощность резонатора: 4000 Вт
Вес: 2500 кг
Преимущества
- Лазерный источник Raycus
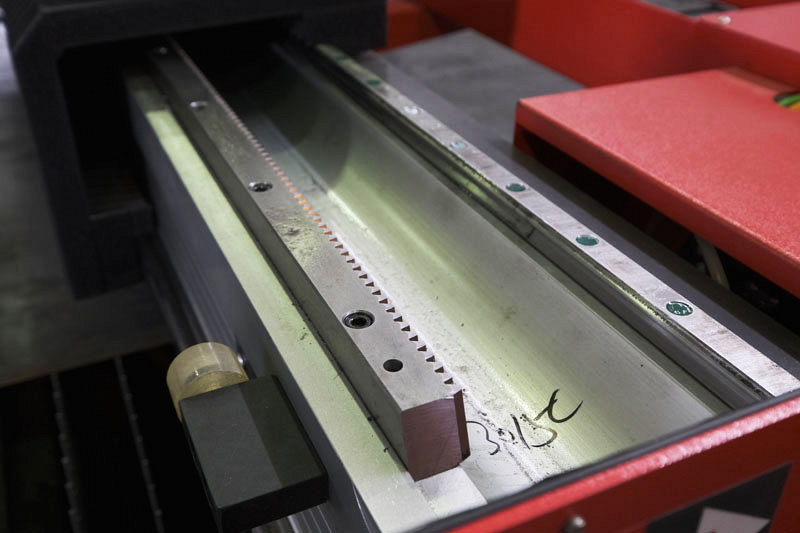
- Линейные направляющие T-win (Тайвань)
- Пневматические элементы SMC (Япония)
- Режущая голова Raytools BM06K
О товаре
Характеристики
Артикул(ы): ЛО 467341
| Модуль для резки труб | - |
| Сменные паллеты | - |
| Кабинетная защита | - |
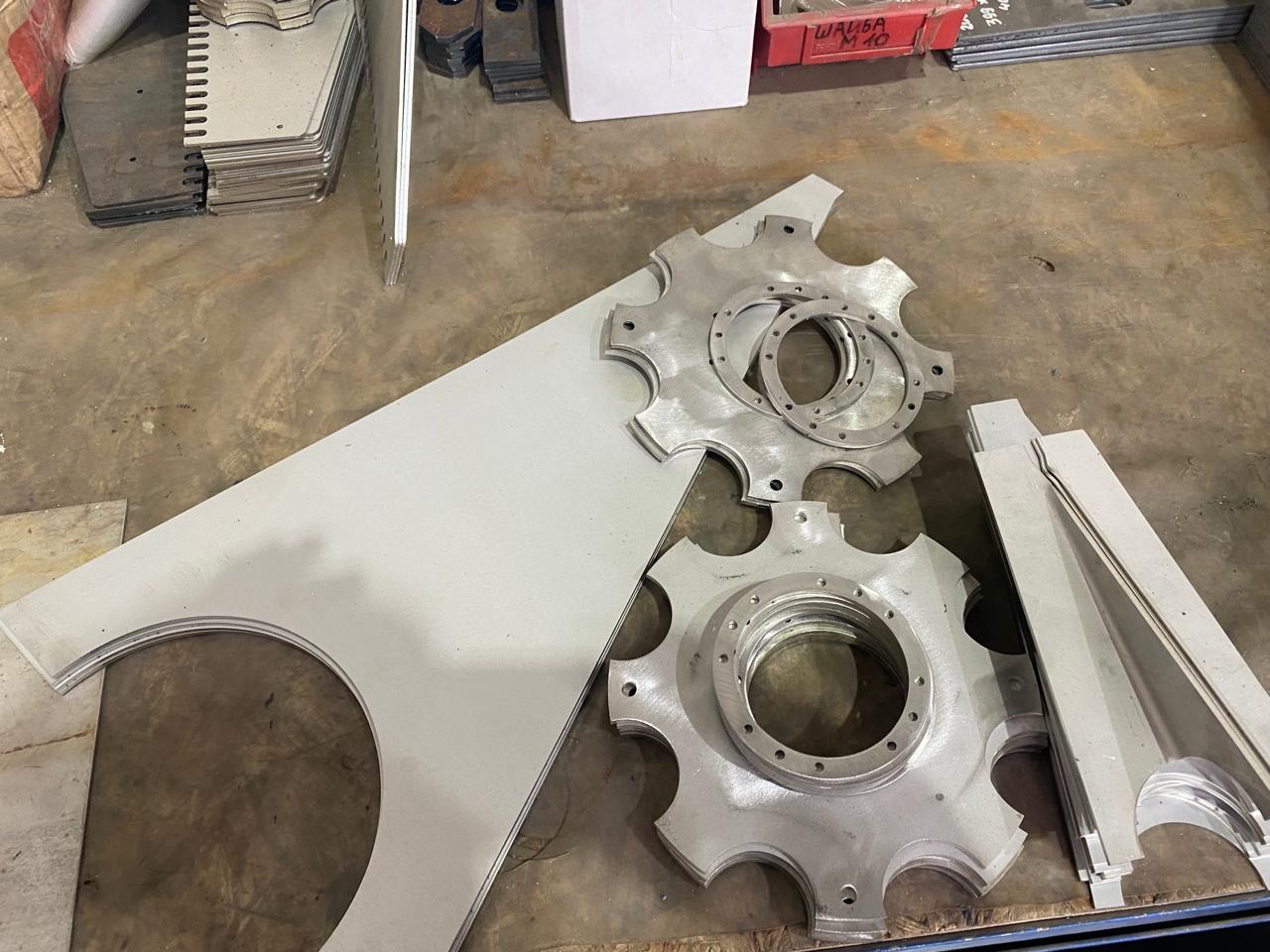
| Обрабатываемый металл | тонкий |
| Толщина металла, мм | 25 |
Все характеристики
Модель
ЦЕНА
43 971 $
Модуль для резки труб
-
Сменные паллеты
-
Кабинетная защита
-
Обрабатываемый металл
тонкий
Толщина металла, мм
25
Система ЧПУ
Cypcut
Рабочая зона (Х x Y), мм
3000 x 1500
Перемещение по осям X / Y / Z, мм
3030 x 1525 x 100
Мощность излучения резонатора, Вт
4000
Точность геометрического размещения осей X / Y, мм
≤ 0,02 (от всего расстояния)
Точность повторного размещения осей X / Y, мм
≤ 0,03
Макс. скорость портала, м/мин
100
Точность позиционирования, мкм/м
± 0,02
Точность репозиционирования, мм/м
0,03
Ускорение осей X / Y, G
1,2
Ширина реза, мм
0,1 - 0,5
Шероховатость в зоне реза, мкм
Ra 3,2 - 25,4
Режущая способность, мм
0,1 - 25
Мин. задаваемое перемещение, мм
0,001
Макс. нагрузка на стол, кг
1000
Передача по осям X / Y
Шестерня-рейка YYC (Тайвань)
Поддерживаемое программное обеспечение
CAD, CorelDRAW plt., AI., dxf. и т. д.
Экран
23″ ЖК
Смазка
Централизованная система смазки
Потребление станка (без чиллера, и компрессора), кВт
< 18
Потребление чиллера (система охлаждения), кВт
7
Фаза
3
Напряжение, В
380
Частота, Гц
50 / 60
Класс защиты
IP54
Вид охлаждения
Водяной чиллер
Длина волны лазерного излучения, нм
1070
Передача по оси Z
Шарико-винтовая пара
Ускорение оси Z, G
1,5
Длина, мм
5000
Ширина, мм
2300
Высота, мм
2000
Вес, кг
2500
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Оптоволоконная установка лазерного раскроя KMT L1 PRO
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}