






Ø шпинделя: 130 мм
Ось Х: 2000 мм
Ось Y: 1600 мм
Вес: 35 000 - 40 000 кг
- Жесткий азотированный шпиндель с конусом ISO-50
- Диаметр расточного шпинделя: 130 мм
- 2-х ступенчатый редуктор
- Выдвижение шпинделя W: 600 мм
- Чугунная колонна с противовесом
- Направляющие скольжения
- ЧПУ FANUC / SIEMENS на выбор
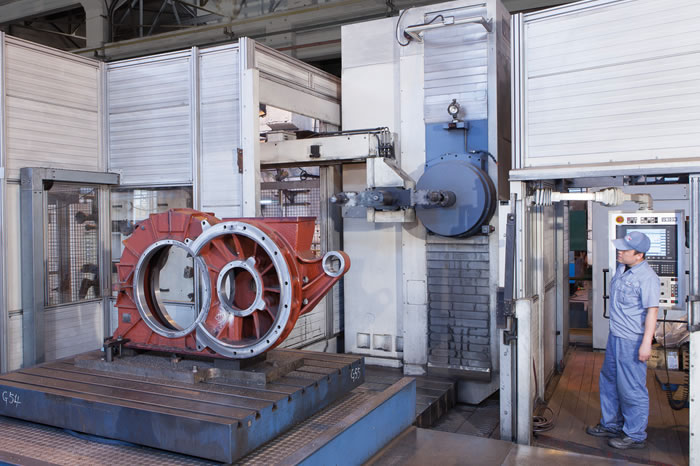
Горизонтально-расточной станок с поворотным столом IH-130 CNC представляет собой одну из старейших технологий и концепций горизонтально-расточных станков с поворотным столом, которые в настоящее время доступны на рынке. Благодаря современному дизайну, IH-130 CNC является универсальным фрезерно-расточным станком, который позволяет эффективно обрабатывать малогабаритные и средне-тяжелые заготовки, сохраняя при этом высокую точность и качество обрабатываемой поверхности.
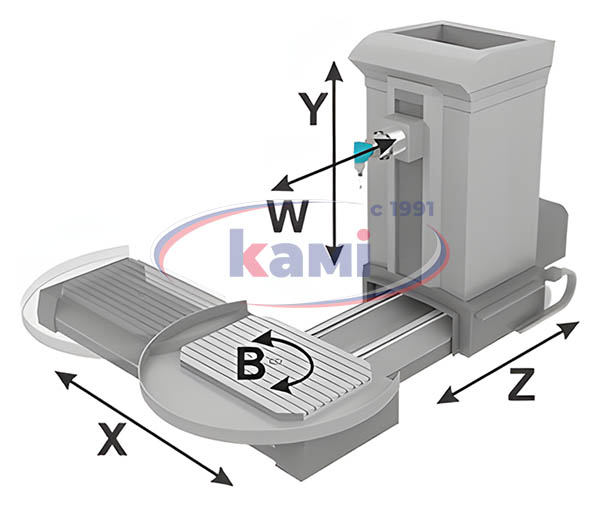
IH-130 CNC осуществляет перемещение по 5 осям (X / Y / Z / W / B). Имеет широкую возможность технологического использования в черновых и чистовых расточных операциях, фрезеровании, обтачивании наружных цилиндрических поверхностей и торцов отверстий, сверлении, зенкеровании, развертывании и резьбонарезке. Большое разнообразие различных видов обработки, производимых на горизонтально-расточном станке IH-130 CNC, позволяет в ряде случаев проводить полную обработку заготовки без её перестановки на другие станки, что особенно важно в тяжелом машиностроении.
Общее машиностроение, аэрокосмическая промышленность, нефтяная и газовая индустрии, автоматика, энергетическое машиностроение, автомобилестроение, кораблестроение, производство штампов и пресс-форм, медицина, сельское хозяйство и многие др. виды деятельности.













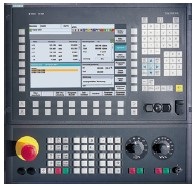
Система ЧПУ FANUC 0i-MF Plus (5)
- Централизованная панель управления с 10,4-дюймовым цветным ЖК-монитором;
- Универсальное программирование ISO G-кода;
- Интегрированные модули ввода/вывода;
- Интерфейс слота для карты CF и USB;
- Метрическая/дюймовая система;
- Многоязычное отображение операционной системы (китайский, английский, немецкий, и т.д);
- Интерполяции по осям;
- Многофункциональная диагностика.
Система ЧПУ Siemens SINUMERIK 828D sl
- Панель управления с 10,4-дюймовым цветным TFT-монитором;
- QWERTY клавиатура;
- SINAMICS S120;
- Универсальное программирование ISO G-кода;
- Интерфейс слота для карты CF и USB;
- Совместимость с различными портативными устройствами MPG;
- Инкрементальное/абсолютное программирование, программирование диаметра/радиуса и преобразование в дюймы/метры;
- Многоязычное отображение операционной системы (китайский, английский, немецкий, испанский, русский и т.д);
- Интерполяции по осям;
- Многофункциональная диагностика.


Предназначен для удобства эксплуатации и настройки инструмента.

На станке установлена надежная и оптимизированная электрическая система. Электрические компоненты размещаются в электрическом шкафу. Пылезащитный электрошкаф надлежащим образом загерметизирован в соответствии с IP54 для предотвращения проникновения пыли и влаги. Для обеспечения безопасности дверь соединяется с проводом заземления. Все кабели аккуратно проложены с четкой маркировкой для облегчения идентификации и проверки.


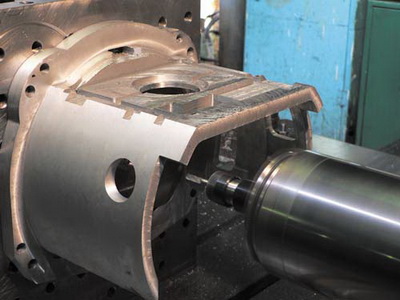
Шпиндель изготовлен из рафинированной и азотированной легированной стали 38CrMoAlA, обладающей высокими характеристиками износостойкости. Шпиндель прецизионно отшлифован и отполирован. Для поддержки шпинделя используются высокоскоростные, жесткие и высокоточные радиально-упорные шарикоподшипники. Зажим инструмента осуществляется с помощью преднатянутых тарельчатых пружин, а разжатие осуществляется с помощью гидравлического привода.
Для контроля температуры подшипников шпинделя используется блок охлаждения гидравлического масла, чтобы избежать термической деформации шпинделя и поддерживать высокую точность при высокоскоростной обработке.



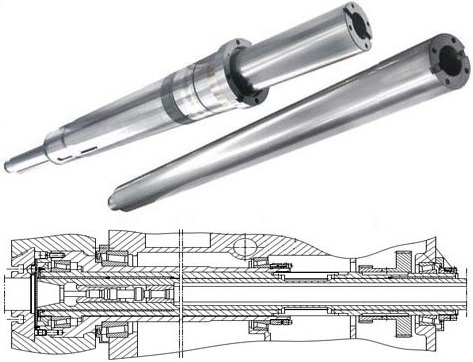
В системе главного привода установлен сервомотор шпинделя переменного тока с переменными скоростями на каждом шаге скорости вращения шпинделя. Высокие и низкие частоты вращения шпинделя достигаются за счет переключения передач в передней бабке.

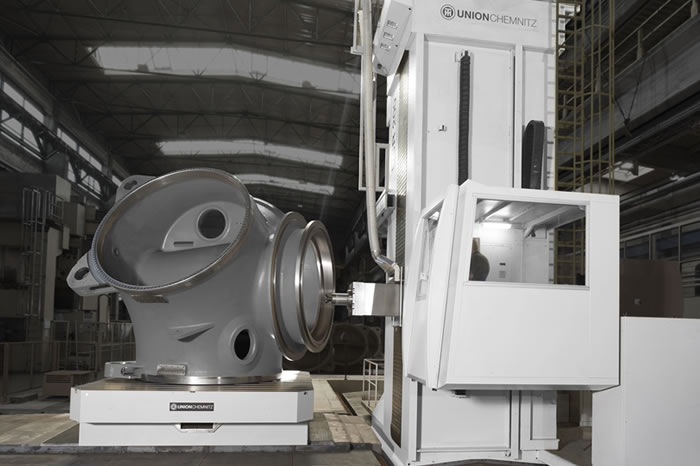
Стол может поворачиваться и фиксироваться под произвольными углами для обработки нескольких поверхностей с высокой эффективностью, точностью и качеством обработки. Поворотные направляющие изготовлены из чугуна с футеровкой из промышленного материала. Гидростатические подшипники обеспечивают высокую стабильность вращения и большую грузоподъемность. Благодаря большому количеству установленных вокруг гидроцилиндров, поворотный стол надежно и стабильно фиксируется на заданный угол.
Для версии H: Два серводвигателя и два планетарных редуктора обеспечивают плавное вращение и точную индексацию. Приводной механизм с двумя двигателями использует управление "ведущий-ведомый" для устранения люфта. Таким образом, может быть обеспечена высокая точность индексации.



Смазочные масла подаются в различные точки движущихся компонентов и подшипников. Применяется автоматический лубрикатор с реле времени, чтобы обеспечить достаточное количество масла на направляющих скольжения, сохранить определенную масляную пленку и избежать возможных повреждений. Чистые трубопроводы и надлежащее уплотнение предотвращают утечку масла.


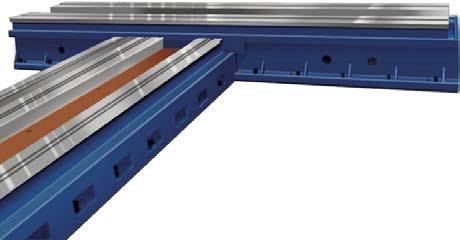
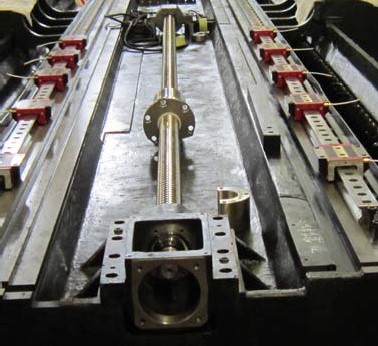
В версии L используются линейные направляющие качения выполнены для тяжелых условий эксплуатаций. Используются на осях X, Y и Z, отличаются повышенной жесткостью, высокой демпфирующей способностью, низким коэффициентом трения и виброучтойчивостью. Телескопические стальные кожухи установлены по осям X, Y и Z для предотвращения проникновения жидкостей, стружки и пыли.
В версии H используются гидростатические направляющие скольжения. Широкие направляющие отшлифованы и закалены, что дает возможность производить силовое фрезерование тяжелых заготовок.

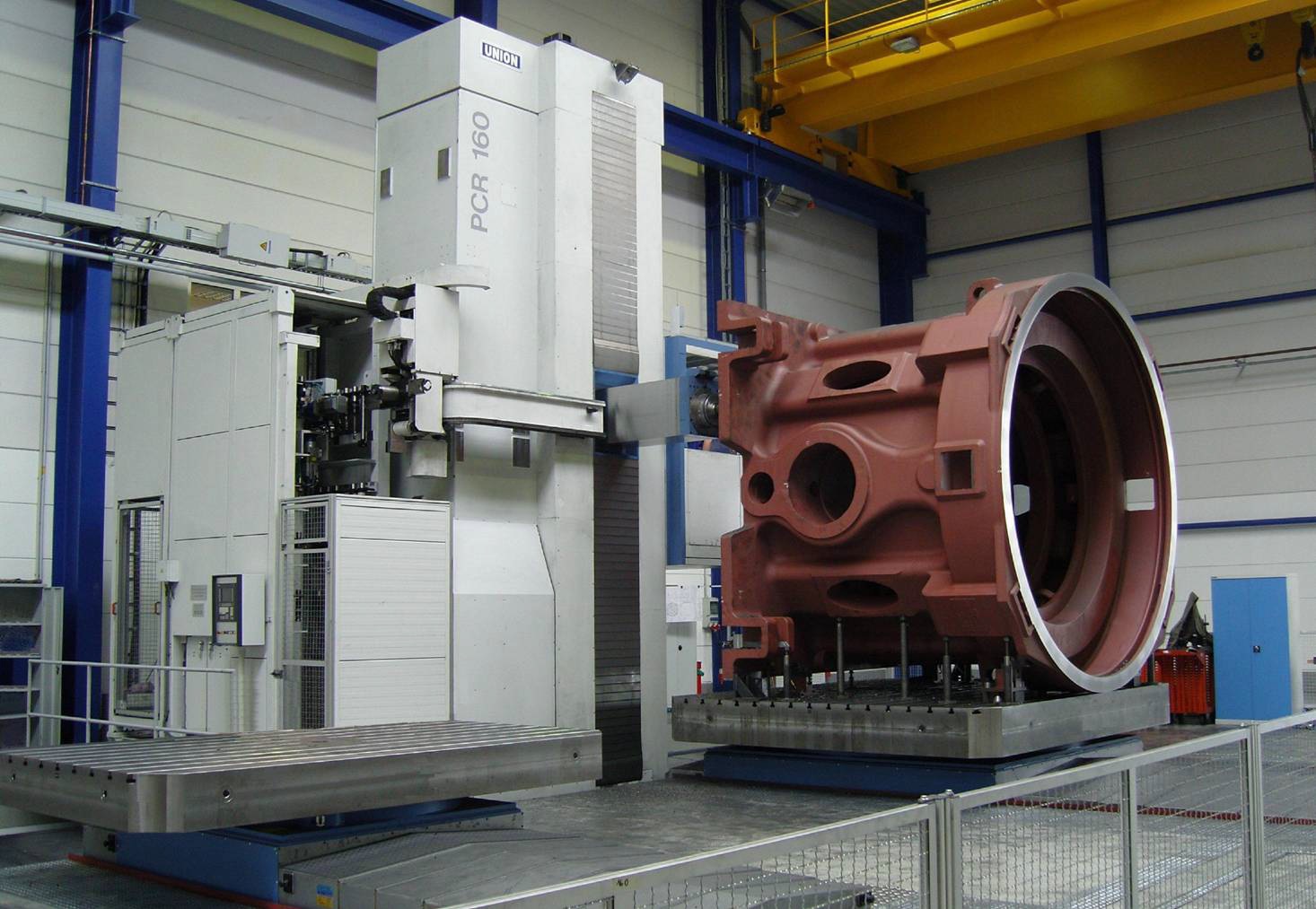
Станок состоит из колонны, передней бабки, станины, суппорта, поперечного суппорта, стола, планшайбы и панели управления. Жесткая и надежная конструкция из чугуна обеспечивает превосходную виброустойчивость станка и высокую режущую способность. Станины станков изготовлены из высококачественного чугуна с обработкой смоляным песком и старением для снятия напряжений. Колонна крепится к станине болтами с помощью очень широких направляющих, которые поглощают вибрацию.
Передняя бабка устанавливается на передней стороне колонны и перемещается по направляющим колонны вертикально. Она сбалансирована блоком противовеса для повышения производительности резки. Стол перемещается по направляющим станины и вращается на поперечном суппорте для обработки под разными углами.
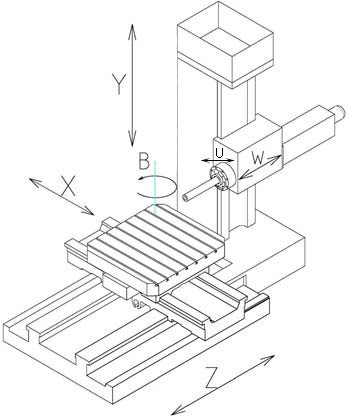
- Ось X – поперечное перемещение стола
- Ось Y – Вертикальное перемещение передней бабки
- Ось Z – Продольное перемещение стола
- Ось W – Осевое перемещение пиноли шпинделя
- Ось B – вращение стола
- Ось U - Радиальное перемещение ползуна

- Ось X – Серводвигатель напрямую соединен с ШВП
- Ось Y – Серводвигатель напрямую соединен с ШВП
- Ось Z – Серводвигатель напрямую соединен с ШВП
- Ось W – Серводвигатель соединен с подающим стержнем, который приводит в движение шпиндель
- Ось B – Серводвигатель соединен с ШВП, которая дополнительно приводит в движение валы шестерен и зубчатое кольцо
- Ось U - От серводвигателя по оси W через механизм зубчатой передачи