Автоматический кромкооблицовочный станок OSTERMANN 6TF
Код(ы)
товара: МБ 248999












Европа
Модели серии:
6TF
Толщина кромки: 0,4 - 3 мм
Толщина панели: 8 - 45 мм
Скорость подачи: 10 м/мин
Общая мощность: 5,36 кВт
Вес: 1070 кг
Преимущества
- Русифицированный интерфейс с дисплеем TOUCH SCREEN 7"
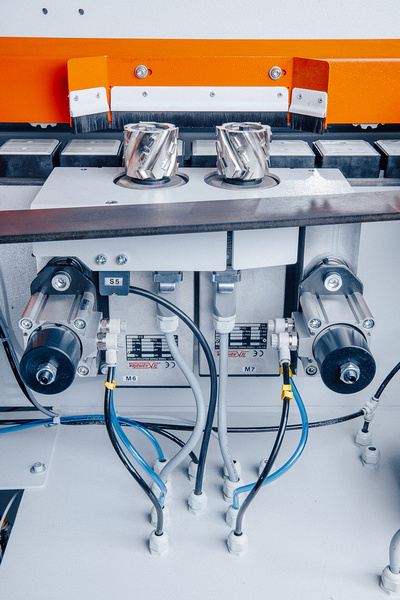
- Узел прифуговки с алмазными фрезами BUP
- Работа по путевым точкам
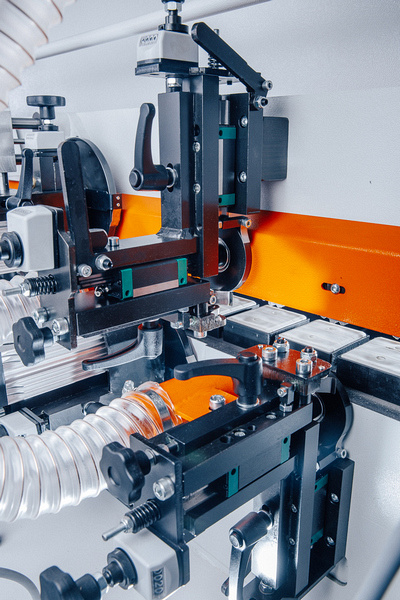
- Быстросъемный клеевой узел
- Круглые торцевые копиры - работа с деликатными кромками (глянец, 3D)
- Простота и удобство обслуживания
Модель
6TF
Скорость подачи, м/мин
10
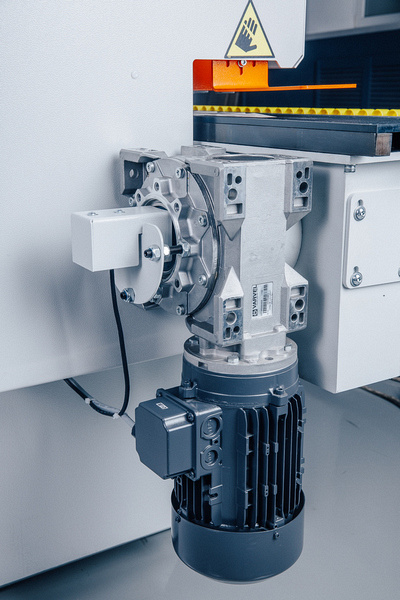
Мощность двигателя подачи, кВт
2,2
Обороты двигателя, об/мин
1400
Частота, Гц
50
Толщина кромочного материала, мм
0,4 - 3
Толщина детали, мм
8 - 45
Габариты детали (мин.), мм
100 x 100
Рекомендованная загруженность оборудования
1 смена (8 ч)
Нагрев торца
есть (опция)
Регулировка на толщину прижимной балки
механическая
Тип используемых клеев
EVA
Система настройки на толщину кромки
механическая
Параметры фрез, мм
Ø 60 х Ø 20 х H48
Мощность двигателя фрезерования, кВт
1,1; 0,75
Обороты двигателя, об/мин
12 000
Частота, Гц
200
Пилы торцовки, мм
Ø80 х 30
Мощность двигателей торцовки, кВт
2 х 0,22
Обороты пил, об/мин
12 000
Частота, Гц
200
Фрезы узла снятия свесов кромки, мм
Ø 75; Z4
Мощность двигателей, кВт
2 х 0,55
Обороты, об/мин
12 000
Частота, Гц
200
Радиус инструмента, мм
R2
Пластины узла снятия радиусной цикли, мм
B16 x H17,5 x S2 R2
Ножи узла снятия плоской цикли, мм
14 x 14 x 2
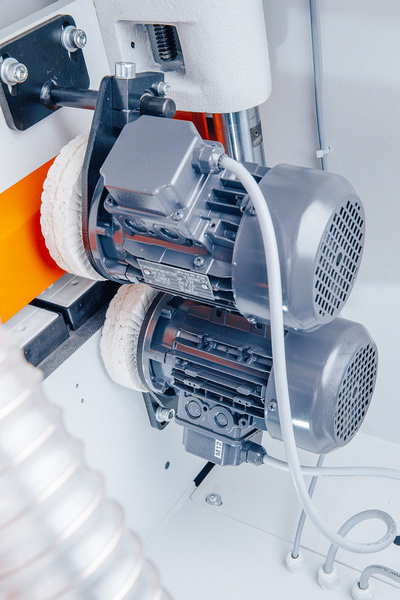
Мощность двигателей полировки, кВт
2 х 0,22
Обороты двигателя, об/мин
1400
Частота, Гц
50
Диаметр кругов, мм
125 / 25
Диаметр воздуховодов, мм
100 x 2; 120 x 2
Количество, шт.
4
Производительность, м3/ч
4000
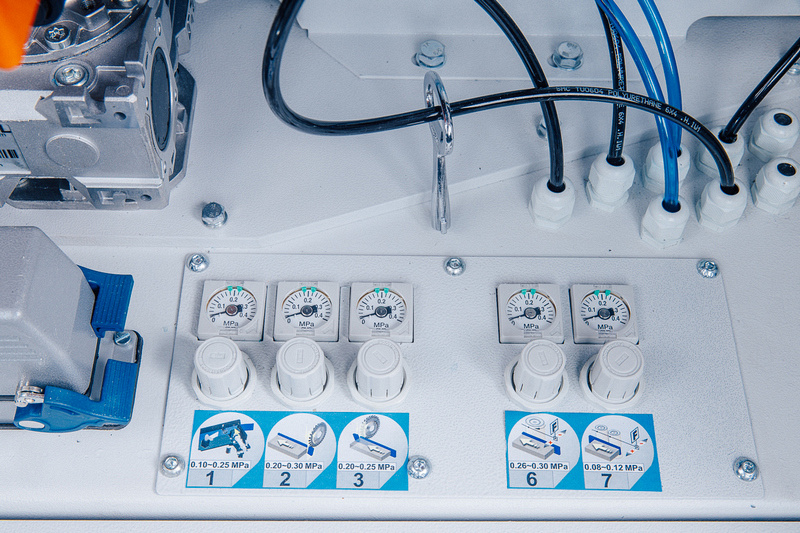
Требуемое давление, Бар
6,5
Расход воздуха, л/мин
120
Производительность компрессора, л/мин
450
Напряжение, В
380
Общая мощность, кВт
5,36
Длина, мм
4049
Ширина, мм
1439
Высота, мм
1686
Вес, кг
1070