










Зона обработки по X / Y / Z до:
7000 x 4500 x 2500 мм
Шпиндель: 15 - 25 кВт,
24 000 об/мин
Макс. скорость по X / Y / Z: 50 / 50 / 20 м/мин
Точность позиционирования X / Y / Z:
0,025 мм/м
Вес: 15 000 кг
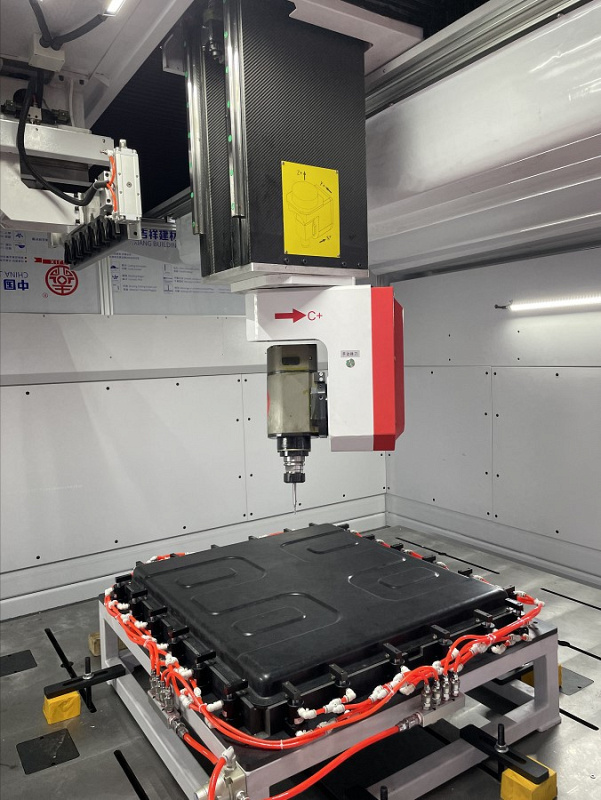
- Неподвижный стол позволяет обрабатывать заготовки любого размера и веса
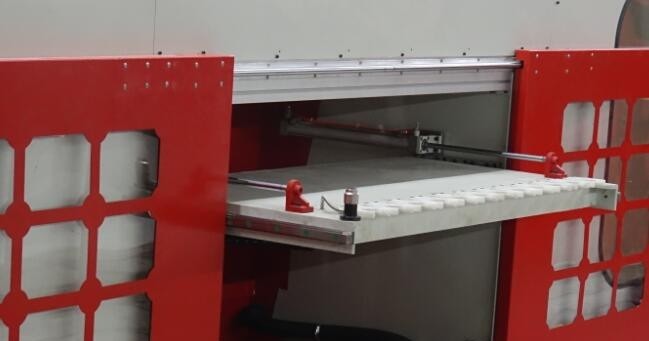
- Магазин инструментов на 10 позиций находится в изолированной зон
- Серводвигатели HNC по оси X, Y, по оси Z с функцией торможения
- Шарико-винтовая передача класса C3 диаметр – 50 мм
Пятиосевой современный высокопроизводительный обрабатывающий центр QUADRO «MASTER» предназначен для комплексной обработки сложных деталей из различных конструкционных материалов в условиях единичного, мелкосерийного и серийного производства.
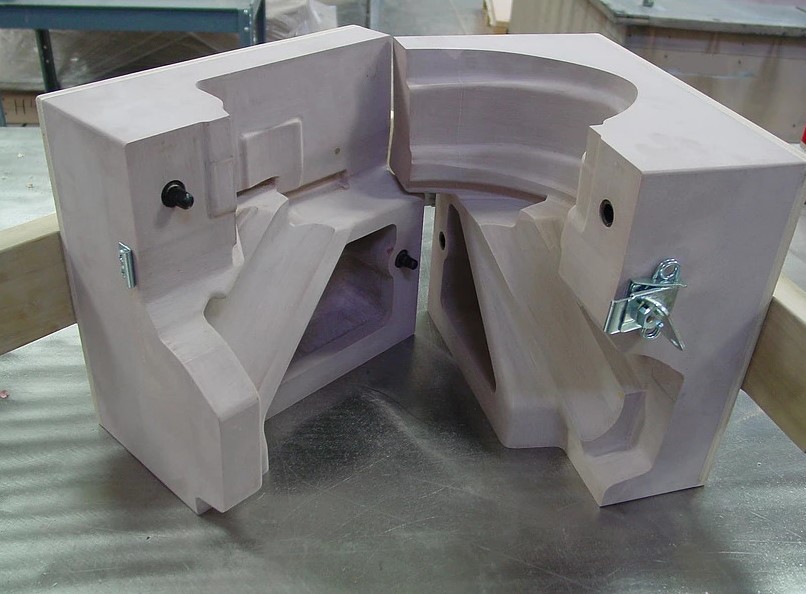
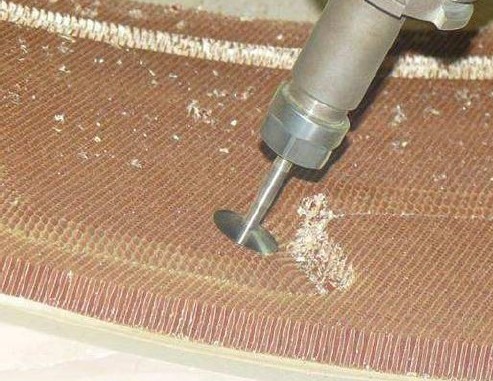
Применяется, прежде всего, для обработки форм, моделей и везде, где требуется точная и продуктивная обработка c применением СОЖ, в частности: алюминиевых сплавов, резка композитных материалов и пластмасс, различных типов сандвич-заготовок и т.п. Интерполяция одновременно в пяти осях позволяет изготавливать детали сложной формы за один установ, что существенно сокращает время производства, по сравнению с трёхосевыми станками.
Применяется в различных отраслях промышленности: автомобильной, литейной, железнодорожной, энергетическом машиностроении, аэрокосмической, приборостроении, а также в смежных областях.







Подвижный портал и неподвижный стол стальной конструкции с ребрами жесткости. Продольное перемещение (ось X) производится с помощью оптимизированного по весу и твёрдости портала. Для высоких динамических характеристик и точности поперечное перемещение (ось Y) производится кареткой, которая проходит по порталу, на котором установлена (ось Z) с высокой прочностью при изгибе на большие диапазоны.
Все движения линейных осей управляются электрическими «бесщёточными» двигателями на стойке и оснащены высокоточными, предварительно натянутыми редукторами.


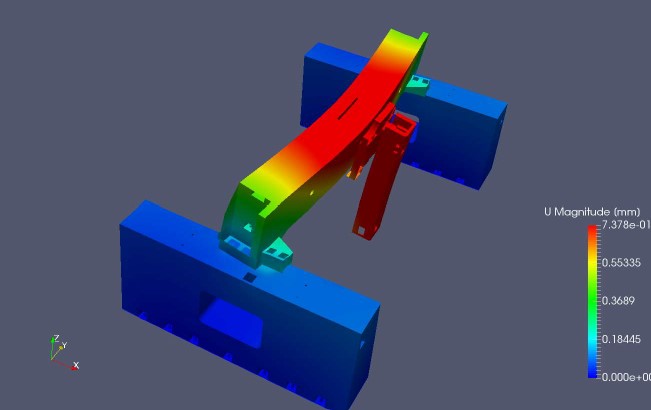
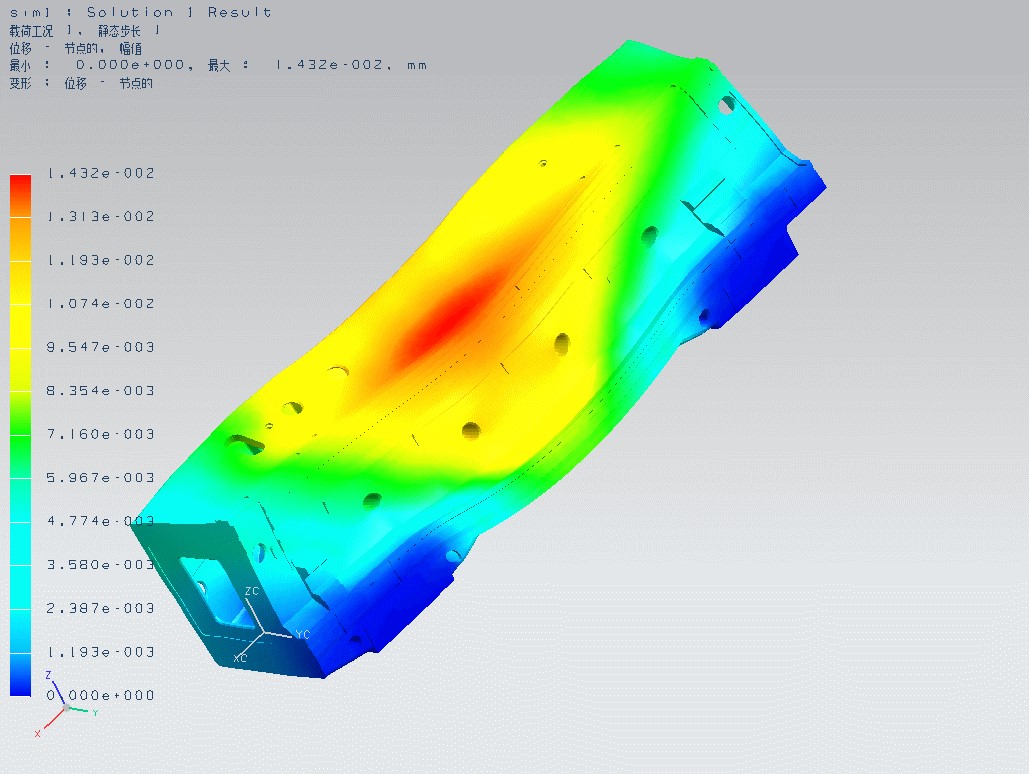
Для достижения оптимальной конструкции станка используется автоматизированное проектирование. Станина представляет собой сварную станину с внутренними ребрами жесткости, которые предотвращают возможные изгибы или провисания отдельных частей. Для достижения станком статической и динамически жёсткости станины, станок был оптимизирован с помощью многоуровневой серии расчётов FEM.
Рассчитанная конструкция и расположение рёбер жёсткости даёт возможность применять высокоскоростные режимы обработки, тем самым обеспечивается отсутствие вибраций и высокая точность.
Особенно важным пунктом в производстве высокоточного оборудования является термообработка станины для снятия внутренних напряжений металла, возникающих в местах сварки из-за неравномерного нагрева металла в отдельных частях. Данные напряжения в течение длительного времени могут приводить к изменению геометрию станины, что будет непредсказуемым образом отражаться на точности получаемых изделий.
После термообработки станины снимаются напряжения металла после сварки, за счет повторного равномерного нагрева всей конструкции. Это значительно повышает жесткость и стабильность конструкции станка, а также гарантированно устраняет возможные деформации станины с течением времени, которые могли бы накапливаться из-за неравномерных напряжений в металле.
В дробемётной установке производится процесс зачистки, который убирает все очаги коррозии металла, загрязнения, сварочные окалины и дополнительно уплотняет верхний слой металла. Так готовится станина к дальнейшей механической обработке и первичному грунтованию перед покраской.


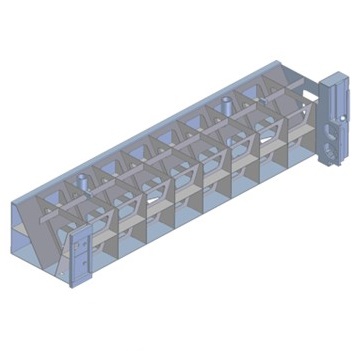
Портал станков серии MASTER изготавливается из трубы квадратного сечения 10мм. и ребрами жесткости. Они сварены из легированной стали с высоким пределом текучести и образуют устойчивую к сжатию структуру, после двухкратного высокотемпературного отпуска и старения.
Внутри портал имеет усиленное оребрение для сопротивления скручиванию при фрезеровании на больших вылетах шпинделя. Помимо продольных, поперечных и диагональных рёбер жесткости портал имеет мощные внутренние соединительные ребра по всей длине балки. Поперечное сечение портала больше чем у станков-конкурентов подобного класса. Ось Y имеет 3 направляющих качения, расположенные в разных плоскостях, что значительно увеличивает жесткость при нагрузке.
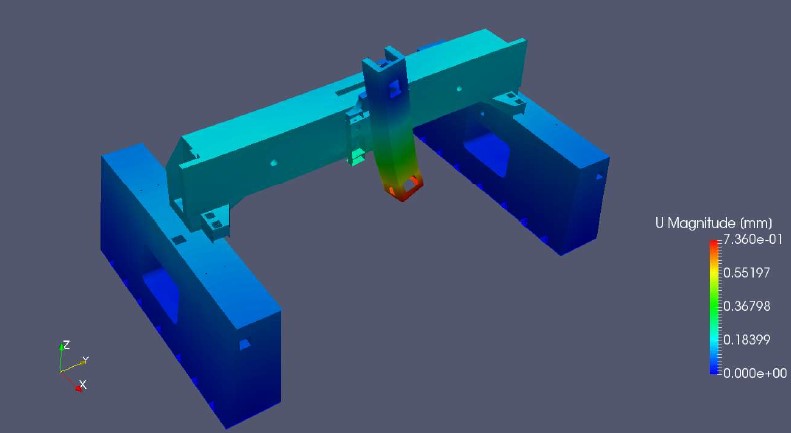
Структура портала анализируется с помощью программного обеспечения конечных элементов FEM, и балка оптимизируется до наилучшего структурного состояния
Для предотвращения деформации портала, которая может быть вызвана весом суппорта и ползуна оси Z, ее конструкции облегчена. Это достигается, благодаря тому, что она выполнена в виде ступенчатой рамы так же с внутренними ребрами, что позволяет сохранить первоначальную жесткость конструкции.


Научно-технический отдел проводит постоянную работу над совершенствованием существующих моделей, а также разработка принципиально новых технологических решений. В настоящий момент на некоторых моделях станков QUADRO возможно установить колонну оси Z из углепластика.
Облегчённая ось Z достигает беспрецендентной динамики без потери жесткости: существенно увеличивается скорость и ускорение(разгоны и торможения) по всем линейным осям X, Y, Z, это сокращает время переходов, что помогает значительно повысить производительность участка.
Колонна оси Z снабжена системами разгрузки и балансировки, серводвигатель с электрическим тормозом, что предотвращают повреждение станка в случае перепадов напряжения.

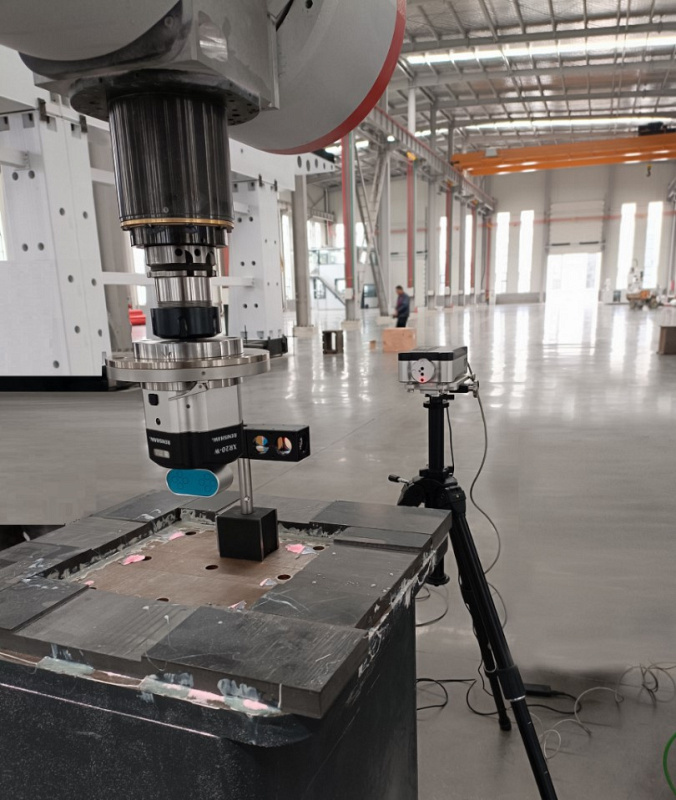
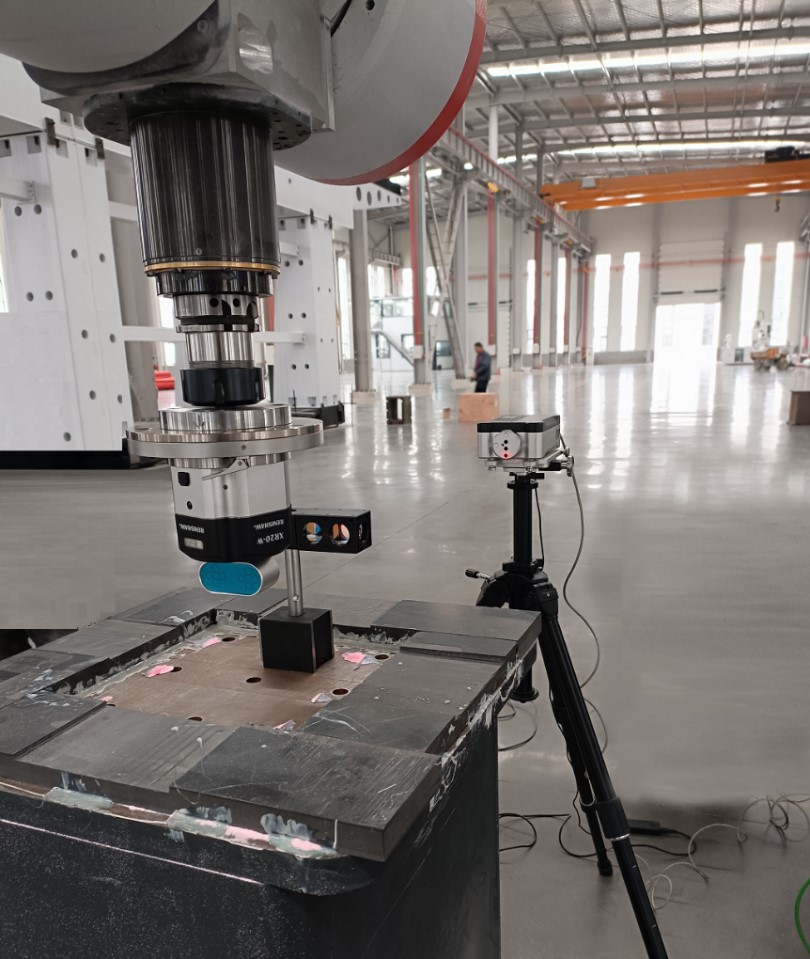
Геометрическая настройка станков осуществляется интерферометром LASER Renishaw, точность позиционирования и повторяемость соответствуют правилам VDI-DGQ 3441, гарантируется при температурном режиме работы 20°C +/- 1° и при обеспечении ровного пола, особенности создания которого могут быть обеспечены рекомендациями QUADRO, по запросу клиента.
Значения измеряются в соответствии с нормами, указанными для каждой отдельной линейной оси после предварительного нагрева, другие линейные оси в этот момент зафиксированы в центральном положении, и режиме холостого хода, поддерживается постоянная температура и избегание попадания прямого солнечного света.
- Ось: Х, Y, Z
- Тип трансмиссии: ШВП
- Точность позиционирования: 0,025 (0,015)*мм/м
- Повторяемость: 0,010 (0,008)* мм/м
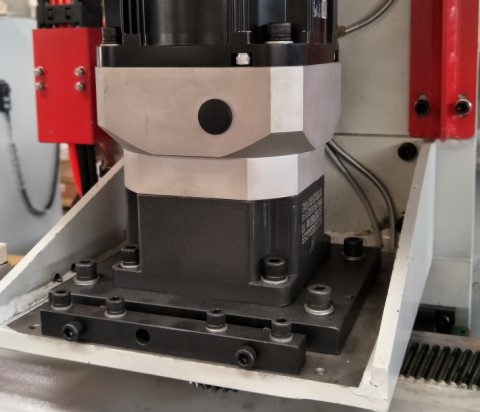
Прецизионная двухосевая фрезерная голова с корпусом из литой стали для максимальной жёсткости конструкции при силовых и интенсивных режимах резания и достижения максимальных точностных показателей на готовых деталях. Для поворота круговых осей применяется инновационный гармонический (волновой) редуктор безлюфтового типа с большим крутящим моментом.
Опция: Пневматический тормоз на осях вращения A/C.
Опция: Дополнительные энкодеры на валу редукторов по осям А и С устраняют люфты и механические погрешности двигателей и редукторов. За счёт большего разрешения дополнительных энкодеров существенно повышается точность позиционирования и, соответственно, точность обработки.

Надежный и мощный шпиндель с жидкостным охлаждением от итальянского производителя «HITECO» с автоматической сменой инструмента. Мощность – 15 кВт(S1); крутящий момент – 11,9 Нм(S1).

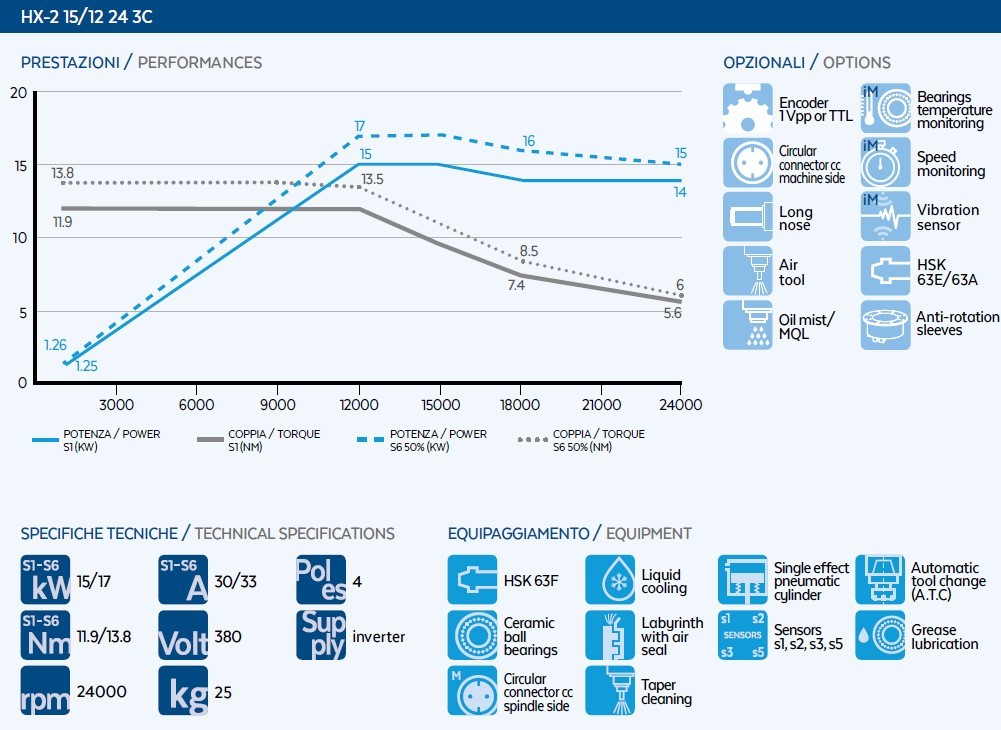
В целях поддержания оптимальных температур работы электрошпинделя установлена специальная система циркуляции охлаждающей жидкости – чиллером. Устройство оснащено мощным насосом, а также радиатором, который принудительно обдувается вентилятором. Емкость с охлаждающей жидкостью герметично закрыта, что исключает попадание пыли и стружки в систему охлаждения.


Магазин инструментов на 10 позиций находится в изолированной зоне от рабочего пространства для предотвращения запыления инструментальных патронов.
Wuhan Huazhong Numerical Control Co., Ltd (HNC) является ведущим поставщиком и производителем систем ЧПУ для передовых и высокоточных станков, промышленных роботов, серводвигателей и соответствующих компонентов. Основанная в 1994 году HUAZHONGCNC представляет группу компаний с более чем 30 дочерними компаниями.
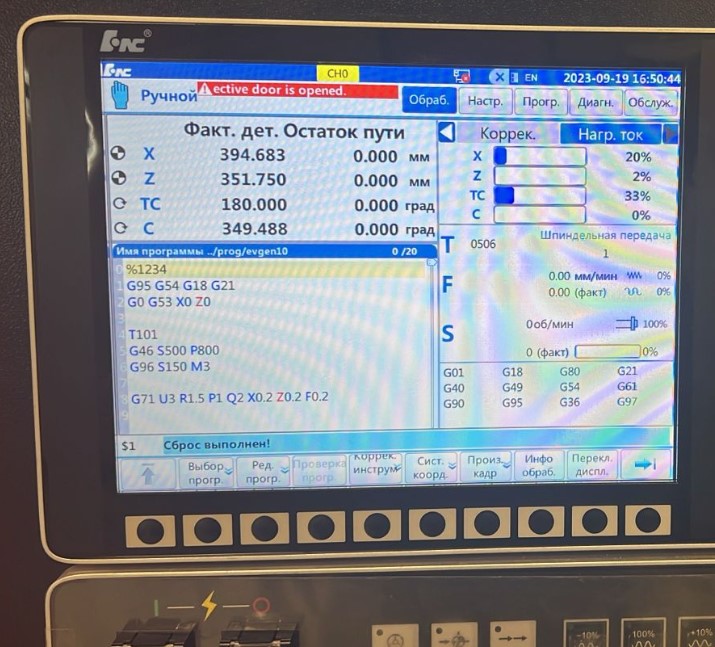
Huazhong HNC-848Di - гибкая система с модульной структурой и открытой архитектурой. Она легко настраивается – так, что технолог предприятия сможет легко адаптировать ее под себя. Также она обладает интуитивно понятным интерфейсом - чтобы понять ее не нужна инструкция как в случае с другими системами. Разобраться сможет оператор с любой степенью подготовленности. Интерфейс системы русифицирован, есть английский и китайский языки. Поэтому перейти на H-CNC с привычных систем ЧПУ легко.
Функцию RTCP обработки данных можно интерпретировать как функцию "вращения вокруг центральной точки инструмента". При пятиосевой обработке с ЧПУ функция RTCP особенно важна из-за наличия вращающихся осей, которые могут эффективно уменьшить нелинейные ошибки во время обработки. Благодаря технологии RTCP оператору не нужно точно выравнивать заготовку по оси поворотного стола, а станок автоматически компенсирует смещение, что значительно сокращает вспомогательное время и повышает точность обработки.
Интерфейс на русском языке
- Управление 5-32 осями;
- 15" цветной ЖК-экран;
- Высокоскоростное высокоточное управление;
- 5 одновременно управляемых осей;
- 5-осевая автоматическая калибровка;
- 5-осевая функция RTCP;
- Большая круговая интерполяция;
- Гиперболическая интерполяция;
- 5-осевая обработка ориентации;
- Управление синхронизацией;
- Компенсация ошибок.



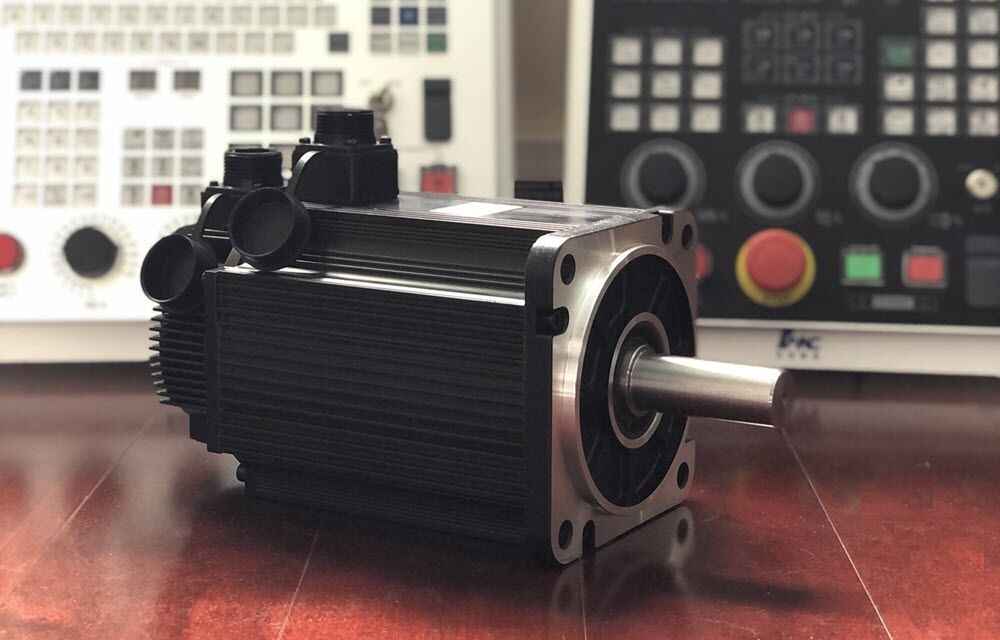
В двигателе используются энкодеры с высоким разрешением, низкая пульсация крутящего момента, высокая точность установки; максимальная скорость может быть достигнута с идеальным максимальным соотношением крутящего момента к моменту инерции и высоким крутящим моментом ускорения на основе ослабления поля; высокий уровень защиты IP65, амортизирующая установка энкодера и возможность тройной перегрузки делают двигатель высокоточным, высокодинамичным, надежным и не требующим обслуживания.
Полностью цифровой серверный привод переменного тока, разработанный Wuhan Huazhong Numerical Control, применяется в основном в областях, чувствительных к точности / отклику. Высокоскоростной обмен данными с системами ЧПУ HNC-8 по цифровому протоколу NCUC (на основе промышленного интерфейса Ethernet) собственной разработки.
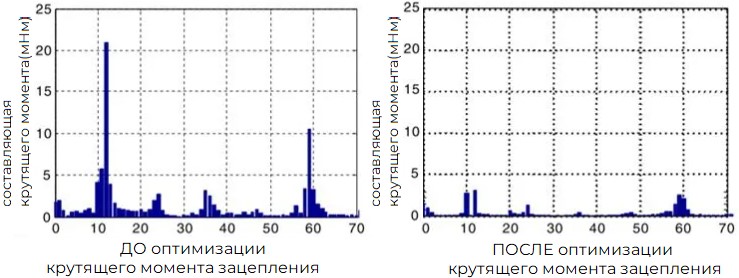
Серводвигатели HNC отличаются высокой стабильностью, высоким разрешением и высокой плотностью крутящего момента. Сочетание крутящего момента зацепления и пульсации крутящего момента вызывает нестабильную пульсацию крутящего момента, что приводит к дополнительной и нежелательной вибрации и шуму во время работы машины. После оптимизации крутящего момента зацепления в двигателях HNC он значительно снижается и сглаживаются пульсации крутящего момента на выходе. Это повышает точность динамического баланса, обеспечивает более плавную работу станка, улучшает точность обработки и снижает уровень шума.
Серводвигатели HNC по оси X, Y, по оси Z с функцией торможения и ПЛАНЕТАРНЫЙ РЕДУКТОР «LIMING» (ТАЙВАНЬ) обеспечивают высокоточное позиционирование шпинделя (до 0,001мм) в соответствии с заданной программой при высокой скорости перемещения до 45 м/мин. Серводвигатели HUAZHONGCNC хорошо зарекомендовали себя высокой степенью надежности и стабильности даже при работе в тяжелых производственных условиях. Данный тип серводвигателей используется на высокоскоростных станках тяжелой серии.
Шариковая гайка имеет предварительный натяг шариков, что исключает возможный люфт при смене направления и дополнительные пылезащитные сальники, что существенно повышает срок службы системы. Благодаря системе балансировки и разгрузки оси Z в виде пневматических цилиндров, расположенных с двух сторон ползуна, нагрузка на ШВП минимизирована и движение всегда находится в равновесном состоянии, что исключает перегрузки сервомотора и существенно снижает износ ШВП.
Шарико-винтовая передача класса C3 диаметр – 50мм. В сравнении с зубчатой рейкой, ШВП обладает несколькими значительными преимуществами:
- Высокая точность и плавность движения. ШВП обеспечивает более точное перемещение и управление, что особенно важно при выполнении сложных операций или работе с чувствительными материалами;
- Высокая нагрузочная способность. ШВП обладает большой грузоподъемностью и может выдерживать значительные нагрузки. Это делает ее предпочтительной для применения в тяжелых промышленных условиях;
- Меньший шум и вибрация. ШВП работает более плавно и безударно, что снижает уровень шума и вибрации при движении. Это позволяет использовать ШВП в более шумных и требовательных окружениях, где высокий уровень шума может быть неприемлемым;
- Большая долговечность и технические характеристики. ШВП обладает высокой стойкостью к износу и коррозии, а также имеет низкое трение. Это позволяет достичь большей надежности и длительного срока службы передачи.


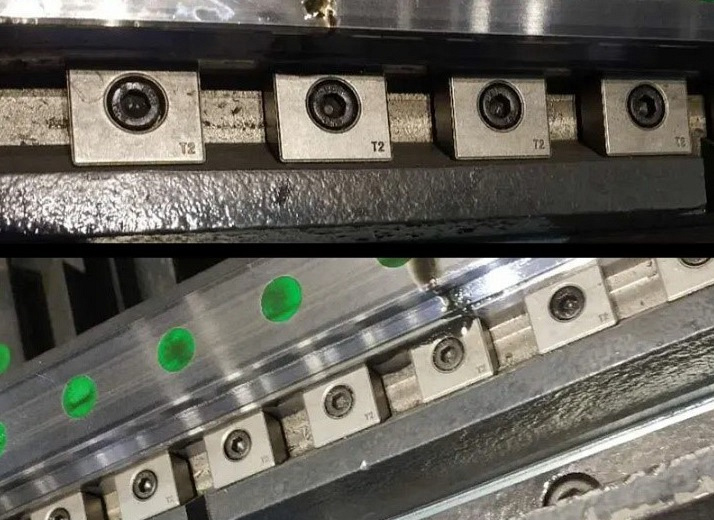
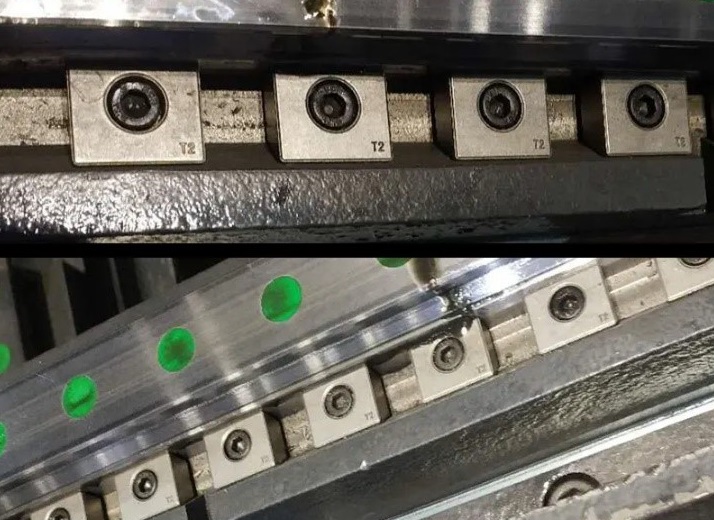
Обеспечивают высокую точность перемещения портала, шпиндельной площадки и высокооборотистого шпинделя по осям X, Y, Z за счет повышенной устойчивости и жесткости. По осям X,Y – H45, по оси Z – H55. Особое внимание уделено общей пыле-защищённости обрабатывающего центра QUADRO – монтажные отверстия в направляющих закрыты заглушками, что исключает скапливание пыли и ее попадание в подшипник.


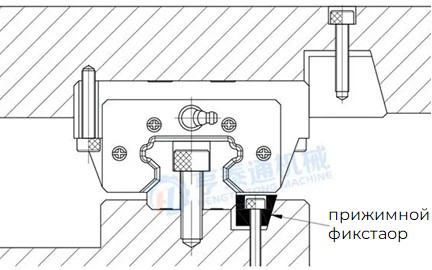
Все направляющие фиксируются позиционирующими прижимными блоками для усиления жесткости (всего около тысячи). Направляющая рейка находится близко к краю плоскости и максимально разнесены относительно друг друга, чтобы свести к минимуму воздействие силы в горизонтальном направлении, это повышает жесткость всей машины.
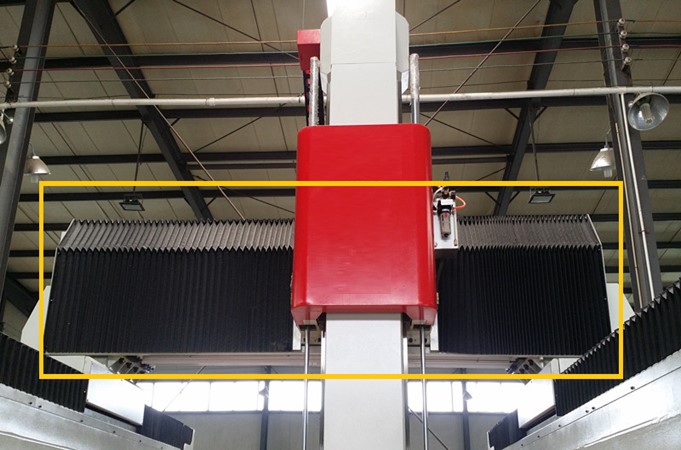
Гофрированная защита позволяет предотвратить попадание абразивной пыли на прецизионные направляющие и ШВП, а специальные пылеудаляющие манжеты в линейных подшипниках и гайках ШВП окончательно исключают попадание пыли и стружки в них, что существенно позволяет увеличить срок службы оборудования в целом.
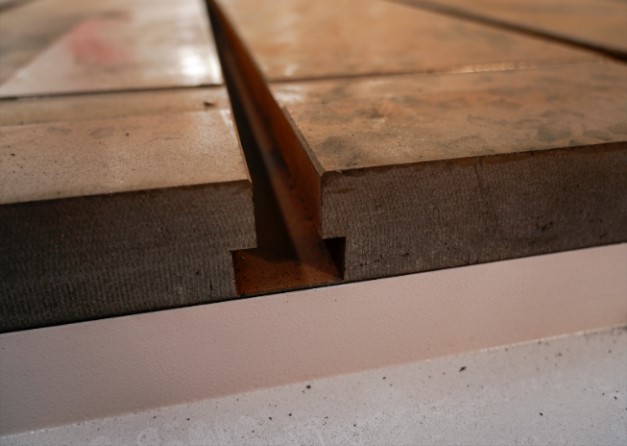
Стальной рабочий стол с Т-пазами обладает отличной ударопрочностью и не подвержен термическим расширениям, деформациям. Эта конструкция является популярной тенденцией современных обрабатывающих центров с ЧПУ. Она отличается хорошей жесткостью, точностью, экономией места и высокой несущей способностью. Т-пазы позволяют с легкостью и в любом удобном месте установить технологическую оснастку и закрепить заготовки.

Для предотвращения ошибок работы станка, связанных с перегревом каких-либо частей или агрегатов он оснащен промышленными чиллером охлаждения шпинделя и кондиционером электрошкафа.

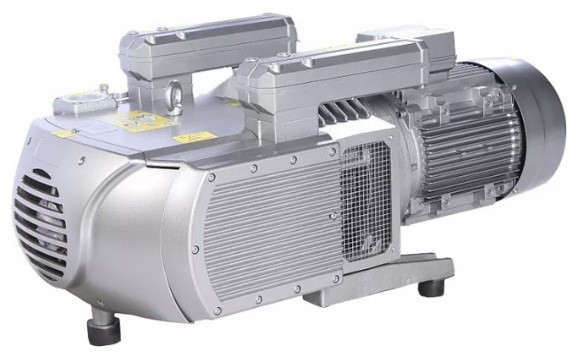
Система подготовки сжатого воздуха позволяет обеспечить необходимое качество сжатого воздуха на входе в станок, т.е. отделить влагу, которая оказывает негативное воздействие на пневматические системы станка и в целом на долговечность всего оборудования.

Для максимальной автоматизации с точки зрения технического обслуживая все подвижные элементы станка, такие как: линейные направляющие и ШВП, оснащены системой автоматической смазки.

Защитные кабелеукладчики обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. Имеют низкий уровень шума, повышенную стойкость к нагрузкам и долгий срок службы.


Компания igus® GmbH производит детали машин из высокопрочных полимеров, которые используются в подвижном оборудовании, отличаются длительным сроком службы и не требуют частого технического обслуживания. Специальные кабели электродвигателей для использования в гибких кабель-каналах используются при высоких скоростях и ускорениях. Будучи испытанными в лаборатории igus® с миллионами циклов в энергоцепях, они обеспечивают гарантированную безопасность от отказа. Радиус изгиба до 5xd.
В комплектации наших станков применяются запасные части только ведущих брендов. Все это разработано для того, чтобы обеспечить наилучшую производительность и надежность обрабатывающего центра и четко прогнозировать план выпуска готовой продукции.


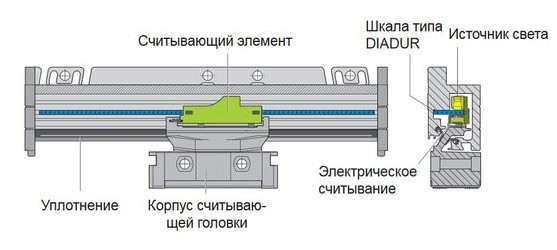
В случае необходимости изготовления деталей повышенной точности возможна установка оптических линеек HEIDENHAIN. С использованием электронных оптических линеек HEIDENHAIN вы можете значительно повысить эффективность станка. Они предоставляют точную информацию о положении инструмента, что позволяет сократить временные затраты на настройку и увеличить производительность вашего оборудования.
Тест на геометрическую точность будет проведен на этапе предварительной приемки на заводе-изготовителе перед отгрузкой станка.

Прецизионная двухосевая фрезерная голова с корпусом из литой стали для максимальной жёсткости конструкции при силовых и интенсивных режимах резания и достижения максимальных точностных показателей на готовых деталях. Для поворота круговых осей применяется инновационный гармонический (волновой) редуктор безлюфтового типа с большим крутящим моментом. Пневматический тормоз на осях вращения A/C.
Дополнительные энкодеры на валу редукторов по осям А и С устраняют люфты и механические погрешности двигателей и редукторов. За счёт большего разрешения дополнительных энкодеров существенно повышается точность позиционирования и, соответственно, точность обработки.


Автоматизированная проверка состояния многокоординатных станков AxiSet Check-Up™ Renishaw(Великобритания)
Система AxiSet Check-Up совместима с обычно используемыми конфигурациями 5-координатных и многоцелевых станков. Эта система позволяет выполнять быструю и точную проверку состояния центров вращения поворотных осей. Быстрое выполнение проверки точности позиционирования и выставления по оси с использованием макросов измерительных циклов и специального калибровочного эталона обеспечивает постоянный контроль состояния сложных станков относительно эталонных параметров и отслеживание их характеристик.
Макросы для измерительных циклов и специальный калибровочный эталон, а также графическое представление параметров многокоординатных станков в системе AxiSet Check-Up могут помочь выдать заключение о прохождении теста (пройден / не пройден) с учетом заданных допусков и отслеживания изменений технических характеристик во времени, используя функции сравнения и истории. Это помогает выявлять дефекты геометрии станка и настроек осей, обусловленные неверно выполненной наладкой, столкновениями или износом узлов. Система AxiSet Check-Up предлагает вариант автоматического обновления параметров и автоматической компенсации ошибки центров вращения.
Результаты анализа характеристик станка выводятся в графическом виде с использованием программы Microsoft Excel; они включают сравнение с допусками, заданными пользователем, и сохраняются в памяти для выполнения сравнения в дальнейшем. Предусмотрена печать всех результатов в отчете стандартного вида с использованием программы Microsoft Word.

Во время механической обработки цветных металлов выделяется огромное количество тепла из-за трения между инструментом и заготовкой, где энергия теряется. Сжатый воздух может использоваться в качестве хладагента при фрезеровании цветных металлов, но для очень легкого резания и низкого рабочего цикла. При непрерывном производстве инструмент необходимо охлаждать более эффективно. Для быстрого отвода тепла и ускорения резки, а также для снижения трения и износа инструмента применяется система «масляный туман», которая может применяться даже при пятиосевой обработке.
Металлическую стружку необходимо удалять, чтобы обеспечить правильную форму, размер и хорошее качество поверхности заготовки. «Масляный туман» выполняют две важные функции - смазки и охлаждения. Охлаждающий эффект отводит тепловую энергию от инструмента, заготовки и стружки. Это также увеличивает срок службы инструмента.

Пространство под сильфонами может быть укомплектовано системой подачи избыточного давления для достижения максимальной пылезащищённости подвижных элементов. Постоянный наддув сильфонов гарантировано препятствует попаданию воздуха с содержанием мелкодисперсной пыли из рабочей зоны станка.
Пылесборные решётки по бокам от стола, к которым может быть подключена аспирационная установка. Для освещения зоны работы устанавливаются лампы.

Моторизированная раздвижная крыша позволяет исключить попадание стружки и пыли из рабочей зоны в цех. Моторизированный механизм делает открывание и закрывание простым и быстрым, позволяет загрузку с помощью портального крана.

5.5 кВт; 250 м3/ч.
Система NC4 от Renishaw позволяют пользователям управлять данными переменными, что дает возможность измерять самые разные инструменты при фактической подаче и скорости. В то же время минимизируется риск чрезмерного износа и поломки инструмента — важный аспект при работе с мелкими и хрупкими инструментами.

С помощью ионизированной струи воздуха это устройство нейтрализует электростатический заряд, образующийся на поверхности обрабатываемого материала, пыли и стружке (особенно актуально для некоторых видов пластиков и композиционных материалов). Позволяет эффективно удалять пыль, а также улучшить качество обрабатываемой поверхности.
