

Макс. сечение заготовки: 260 х 160 мм
Количество шпинделей: 6 шт.
Скорость подачи: 6 - 36 м/мин
Мощность: 84 кВт
Вес: 4100 кг
- Подходит для изготовления брусков ТАРУКИ
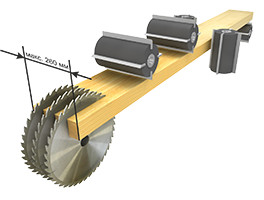
- Специальное исполнение пильного узла
- Литая станина
- Инвертор в базовой комплектации
Предназначен для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы.
Профильные работы могут выполняться боковыми, верхними и нижними шпинделями.
Предприятия и цеха по производству клееного строительного бруса, щита, производству погонажных изделий, производству мебели, столярно-строительных изделий, стандартного домостроения и другие деревообрабатывающие производства.

Брусок «Таруки» – брусок, который имеет различные размеры: 30 x 40, 35 x 35, 38 x 38, 45 x 60 мм. Пользуется большим спросом в японском домостроении.
нижний ← верхний ← верхний ← левый ← правый ← нижний
37 кВт ← 7,5 кВт ← 11 кВт ← 7,5 кВт ← 7,5 кВт ← 5,5 кВт
А также специальную термическую обработку для снятия внутренних напряжений металла. Инновационная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок.
Применяется в случае производственной необходимости обрабатывать заготовки шириной 260 мм, а также при работе гидроинструментом. При использовании шпинделя увеличенного диаметра рекомендуется устанавливать дополнительную контропору.

Отвечают всем требованиям автоматизированного современного производства, проходят обязательную предварительную обкатку перед установкой на станок, что в совокупности позволяет достигать безупречного качества строгания с точностью до 0,01 мм. Шпиндели собраны на базе точных подшипников известной фирмы NACHI (Япония). Каждый горизонтальный шпиндель смонтирован на независимых направляющих и оснащен четырьмя разнесенными подшипниками.

Прошли специальную термическую обработку и покрыты толстым слоем твердого хрома (0,3 мм, твердость RC 70), что обеспечивает максимальную прочность и значительно повышает износоустойчивость. Регулировка перемещения стола и правой направляющей линейки осуществляется вручную при помощи рычагов быстрой настройки. Длина стола 1800 мм.

Двигатели привода шпинделей смонтированы на специальных подмоторных площадках, выполненных из литых элементов. Такая конструкция позволяет исключить возможность передачи вибрации от двигателей к рабочим узлам и сохранить максимальную точность обработки даже при высокой скорости подачи. Привод осуществляется посредством надежной плоскоременной передачи, каждый шпиндель имеет привод от отдельного двигателя.

Раздельная регулировка усилия прижима подающих роликов и прижимных плит обеспечивает стабильную подачу и качественный прижим заготовки.
Для удобства оператора все элементы управления пневмосистемы расположены на передней панели станка.

По высоте до 60 мм позволяет установить на один шпиндель несколько фрез (как одинакового, так и различных профилей), что уменьшает время перенастройки станка.

Смазка основных узлов производится с порта, расположенного с фронтальной стороны станка. Такое конструктивное решение существенно сокращает время, затрачиваемое на обслуживание станка, и исключает возможность пропуска смазываемых узлов.

Система фиксации состоит из оптимального количества приводных роликов (расположенных как в столе, так и над столом), исключает биение заготовки и позволяет избежать появления на поверхности характерной ряби, которая негативно влияет на качество конечного изделия. Количество приводных подающих роликов в столе зависит от модели станка.
Управление осуществляется с пульта оператора (без открывания кожуха).

Через карданные валы гарантирует надежную передачу крутящего момента. Усиленный безлюфтовый редуктор обеспечивает мощную и стабильную подачу заготовок, что на прямую влияет на производительность станка.

Обеспечивает прижим коротких, а также узких и искривленных заготовок. Конструкция роликового блока гарантирует высокоточное позиционирование заготовок при этом быстро перенастраивается на размеры детали.

Обеспечивается двумя парами высокопрочных верхних роликов и нижними приводными гладкими роликами. Верхние ролики покрыты полиуретаном, который не позволяет повредить чистовую поверхность заготовки, минимализирует проскальзывание.

Локализована на передней панели станка, что позволяет легко и быстро производить настройку всех шпинделей, не открывая кожух. Специальные защитные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей, обеспечивая долговечность работы станка.

Была разработана с учетом ценного опыта многих конструкторов и специалистов по системам управления, с использованием новейших технологий станкостроения, для максимальной защиты и удобства оператора.

Электронная система регулировки скорости дает возможность плавно регулировать скорость подачи заготовок в интервале возможных скоростей от 6 до 36 м/мин. Располагается на центральной панели.

Со стороны подачи заготовки зона обработки закрыта защитным устройством, открывающимся во время прохождения обрабатываемого материала только на такую высоту, которая соответствует размерам обрабатываемого материала.

Все работы по управлению выполняются без открывания защитного кожуха.
Конструкцией станка предусмотрены ограждения движущихся узлов. Защитные устройства изготовлены из сплошного листового материала.
Основной выключатель с механическим замком.
На панели управления предусмотрены кнопки аварийной остановки станка.

Обеспечивается общим звукоизолирующим кожухом, ограждающим рабочую зону станка. Выполнен кожух в соответствии с требованиями норм безопасности.
