




Макс. длина плети: 6500 / 9000 мм
Макс. ширина плети: 250 мм
Макс. толщина заготовки (в прессе): 80 мм
- Высокая производительность, соответствующая требованиям современных деревообрабатывающих производств до 2- 5 циклов в минуту (зависит от сечения, породы древесины и количества заготовок на входе)
- Линия обслуживается одним оператором
- Высокий уровень автоматизации
НАЗНАЧЕНИЕ:
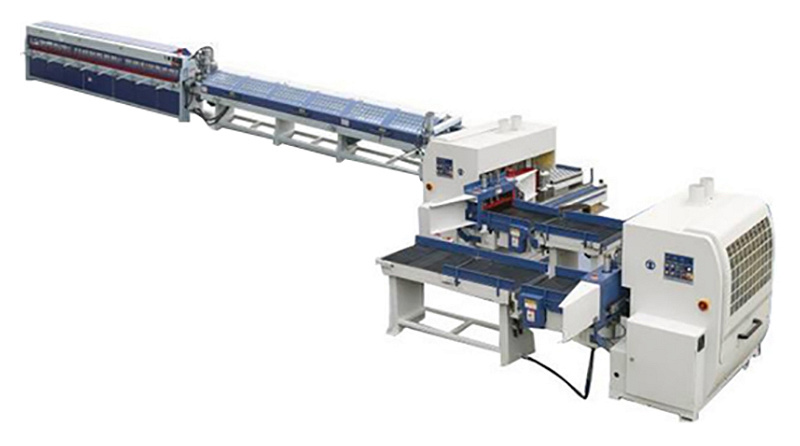
Автоматическая линия сращивания древесины по длине модель «Beaver 250-6D» применяется для сращивания короткомерных брусков и ламелей длиной от 150 мм до 850 мм на зубчатое клеевое соединение с торцовкой готовых заготовок в заданный размер. Максимальный размер срощенной заготовки – 6500 мм. Линия сращивания позволяет формировать различные зубчатые клеевые соединения в зависимости от расположения шипов по отношению к пласти склеиваемых заготовок и формировать заплечики по необходимости:
| Горизонтальное | Вертикальное |
 |  |
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Автоматическая линия сращивания Beaver 250-6D применяется на предприятиях по производству клееного мебельного щита, клееного строительного бруса, клееного оконного бруса, дверей, детских кроваток, двутавровой балки, погонажных изделий: сращивание вагонки, имитации бруса, наличников, поручней, доски пола и других изделий, где необходимо получить сращённую заготовку заданного размера.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:



СХЕМА ОБРАБОТКИ:
| Торцовка пакета ламелей и формирование заплечиков | Фрезерование шипа и формирование заплечиков | Нанесение клея на торец с шипами заготовок после второго такта фрезерования | Стыковка заготовок с предварительным прессованием в 1-ом канале |
 |  |  |  |
| | | | |
| Торцевание заготовки в 1-ом канале | Основное прессование заготовки во 2-м канале | Выгрузка сращённой заготовки из 2-го канала на приёмные лучи | |
 |  |  | |
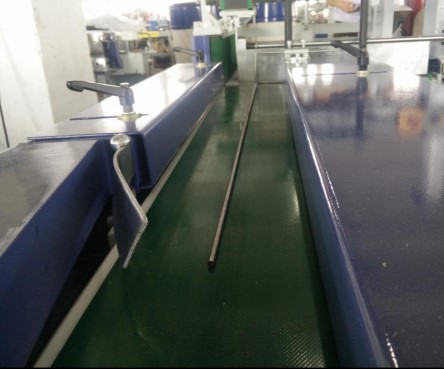
Состав линии:
- два автоматических шипорезных станка (В, D)
- двухпозиционый пресс для сращивания по длине (G)
- транспортирующие конвейеры и сбрасыватель (A, C, E)
- накопительный транспортёр для предварительной предпрессовки и сборки плети (F)
На линии выполняются следующие операции:
- набор пакета заготовок производится на одной из двух рабочих зон, объединенных в один конвейер (А);
- подача пакета заготовок в рабочую зону, где заготовки торцуются и производится нарезание шипа с двух сторон (В, D) с одновременным нанесением клея на шипорезном станке (D);
- поштучная подача заготовок с приемного рольганга(F), установленного после шипорезного станка (D), на подающий конвейер сборочного пресса (F) осуществляется сбрасывателем;
- сборка заготовок в плеть на стыковочном прессе (G) и торцовка склеенной заготовки по длине;
- одновременно на второй позиции происходит предварительное прессование второй плети, что в два раза сокращает технологический цикл. Далее происходит автоматическое сбрасывание плети на приемный стол;
- Прессование производится в запрограммированной последовательности:
- предварительный поджим сверху и сбоку;
- основное усилие прессования с торца.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 | АВТОМАТИЧЕСКАЯ ШИПОРЕЗНАЯ ГРУППА Линия сращивания оснащена высокоскоростной автоматической шипорезной группой с шириной каретки 590 мм. По желанию заказчика линию можно оснастить шипорезной группой с серводвигателями. В зависимости от этого и параметров заготовок на линии можно достигать производительности от 3 до 5 циклов в минуту. |
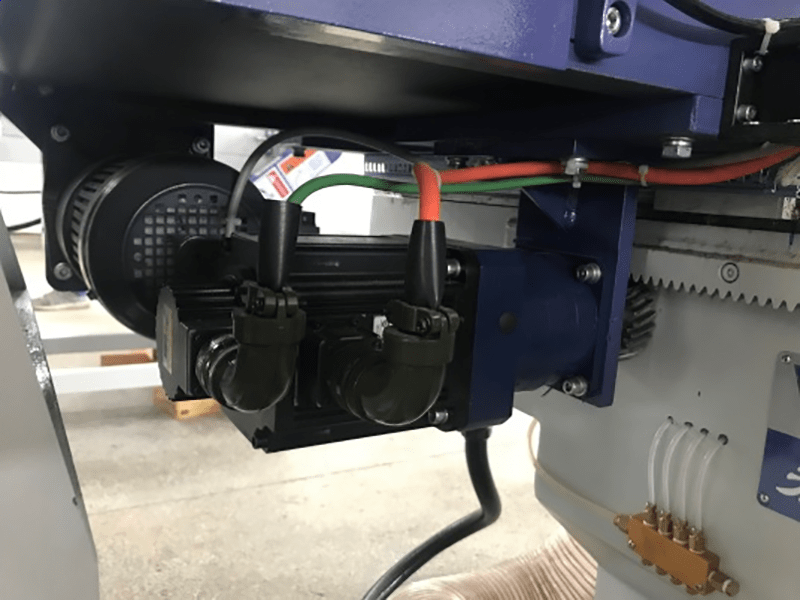
 | УВЕЛИЧЕННАЯ СКОРОСТЬ ПЕРЕМЕЩЕНИЯ КАРЕТОК Перемещение каретки электромеханическое по зубчатой рейке Подача осуществляется с помощью элетродвигателя, по системе зубчатая рейка с шестерней, что позволяет увеличить скорость обработки пакета заготовок и исключает перекос стола. |
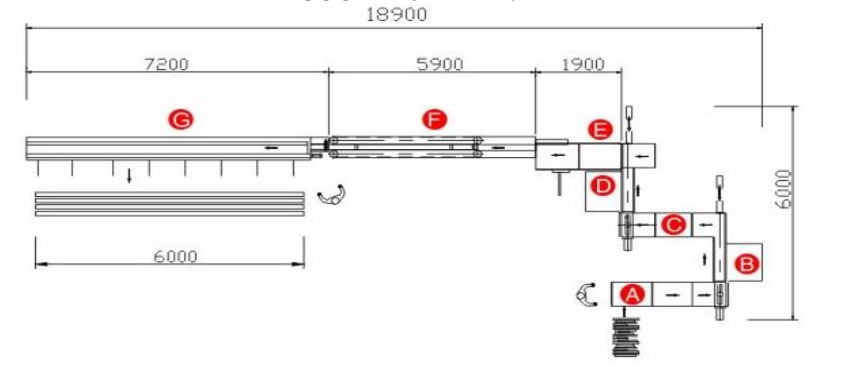
 | ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ ПОВЫШЕННОЙ ЖЕСТКОСТИ За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения каретки. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. |
 | ДОПОЛНИТЕЛЬНЫЙ ПРИВОДНОЙ КОНВЕЙЕР Обеспечивает непрерывную работу шипорезных станков. |
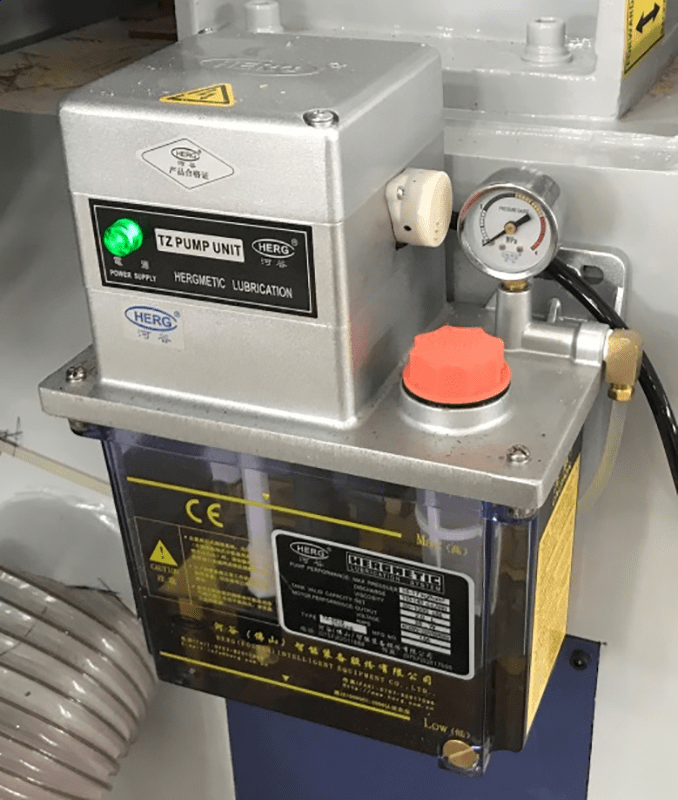
 | АВТОМАТИЧЕСКИЙ НАСОС Автоматическая смазка узлов шипорезной группы. |
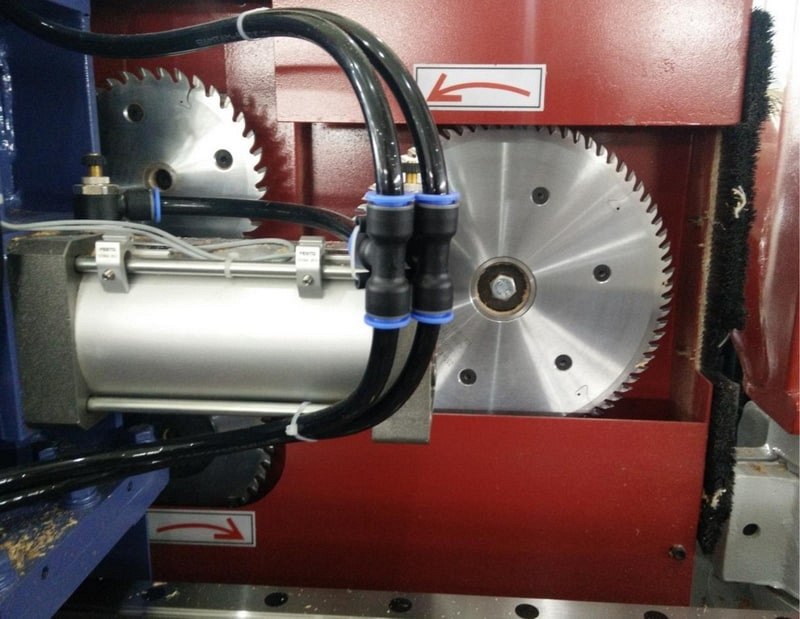
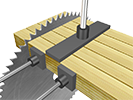
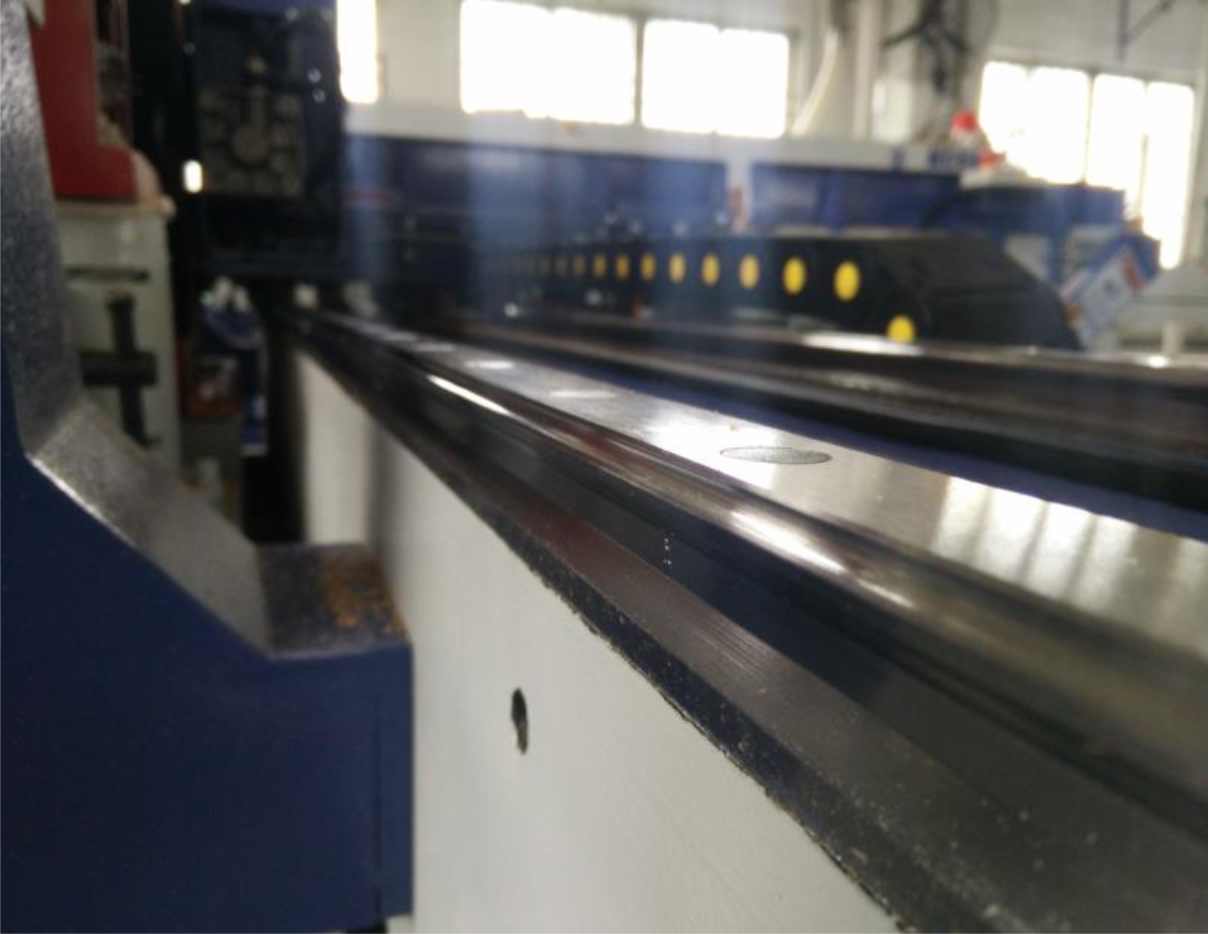
 | ОСНОВНЫЕ И ПОДРЕЗНЫЕ ПИЛЫ Позволяют формировать заплечики на заготовках, необходимые при дальнейшем их использовании в производстве мебельного клееного щита. Имеют независимые электродвигатели. |
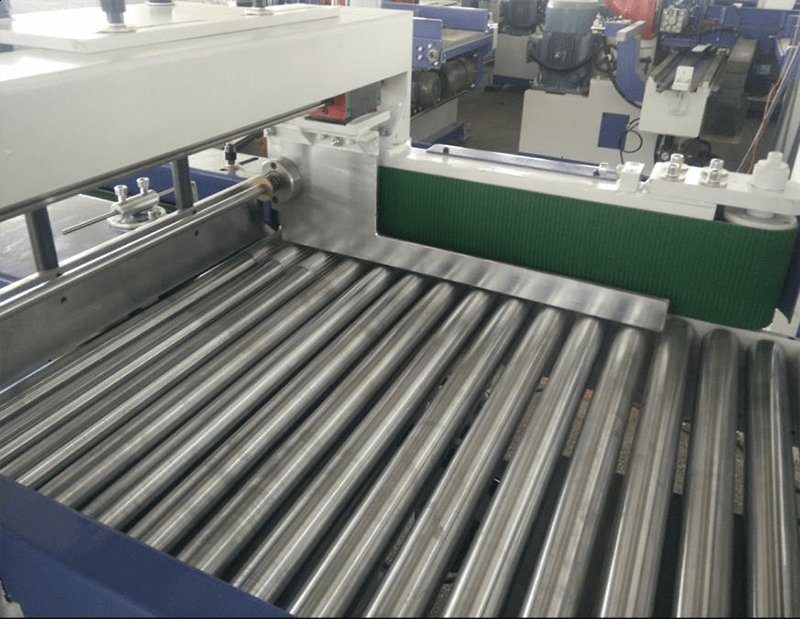
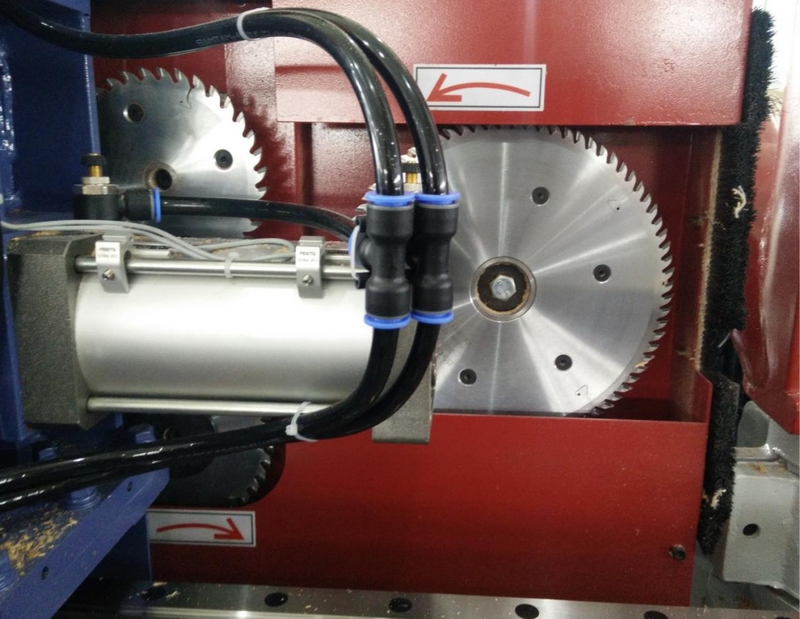
  | СИСТЕМА ПЕРЕДАЧИ ЗАГОТОВОК В ПРЕСС Состоит из конвейера и ленточного транспортера с системой опрокидывания заготовок на пласть. Благодаря такой системе происходит беспрерывная работа и достигается максимальная производительность линии сращивания. |
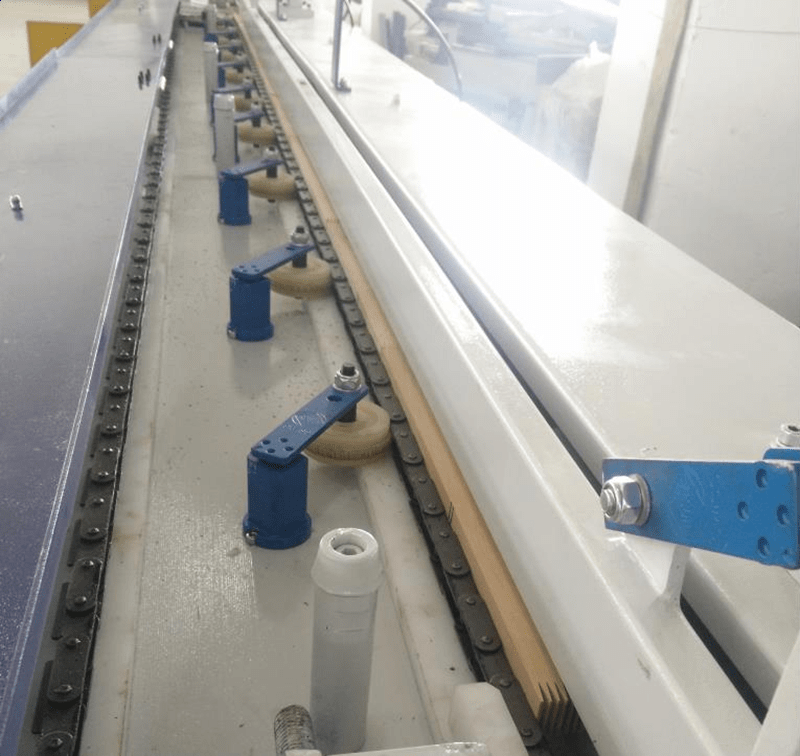
 | ЦЕПНОЙ КОНВЕЙЕР Оснащен мощной цепью для предварительного наживления и прессования заготовок перед прессом. |
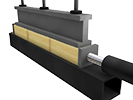
 | ПОДПРЕССОВОЧНЫЙ УЗЕЛ Приводные скоростные подающие вальцы большого диаметра сверху и снизу заготовки. |
 | СЧЕТЧИК ДЛИНЫ Измеряет длину подпресованной заготовки перед циклом сращивания. |
 | ДВУХКАНАЛЬНЫЙ ПРЕСС На первой позиции рабочего стола осуществляется набор заготовки до жесткого упора с конечным выключателем. После торцовки в заданный размер заготовка передается на вторую позицию прессования, освобождая первую позицию для дальнейшего набора заготовок во время цикла прессования. Обеспечивается значительное сокращение общего цикла обработки и высокая производительность. |