



























































Подготовка шпона
Подготовка строганного шпона, который используется для облицовки широких поверхностей, включает в себя следующий технологический процесс:
- 1. Разметка шпона
- 2. Раскрой шпона
- 3. Фугование кромок
- 4. Набор и соединение полос в листы необходимых размеров.
Когда необходимо подготовить лущеный шпон, применяются все вышеперечисленные операции, кроме подбора листов. В процессе обработки узкой поверхности кромки, используются целые листы шпона, которые раскраивают перед облицовыванием. При применении различных приспособлений, правильно ориентирующих пачку шпона по отношению к режущему инструменту, есть возможность исключить операцию разметки.
1. Разметка шпона.
Перед тем как приступить к раскрою шпона, его подбирают в пачки по размеру, внешнему виду и качеству, в соответствии с заготовками. При облицовывании широких поверхностей используются широкие пачки, а для облицовывания узких поверхностей - пачки, имеющие меньшую ширину. На первом листе пачки карандашом или мелком отмечается ее назначение, а также на него наносятся линии по шаблону цветным карандашом или цветным мелком. При разметке шпона по ширине и по длине для обоих сторон облицовываемой заготовки необходимо учитывать припуск из расчета по 10-15 на одну сторону.Листы размещаются таким образом, что на лицевой поверхности изделия виден наиболее удачный рисунок.
2. Раскрой шпона.
После нанесения разметки пачку шпона необходимо раскроить. Делается это по линиям, нанесенным при разметке, сначала в торцевом направлении, далее в продольном. Чтобы сделать гладкий и чистый срез при раскрое шпона, используются гильотинные ножницы с прижимной балкой. В этом случае возможно исключить из процесса обработки операцию по фугованию кромки. Рассмотрим подробнее, как осуществляется процесс раскроя шпона на ножницах (рис. 1, а). Первоначально пачка шпона (3) укладывается на стол (5) и выравнивается. После этого нажатием кнопки опускают прижимную балку (2), которая выравнивает пачку шпона, прижимая её к столу. Далее для того чтобы разрезать пачку ножом, необходимо включить двигатель ножевой траверсы. Прижимная балка поднимается при нажатии второй кнопки, пачку поворачивают и происходит повтор всего процесса. Для регулирования по длине размера заготовок шпона применяется упор (4). Под нож кладется вкладыш (6).
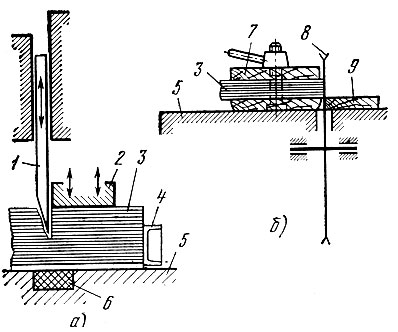
Рис. 1. Раскрой шпона с разметкой: а - гильотинные ножницы, б - круглопильный станок; 1 - нож, 2 - прижимная балка, 3 - пачка шпона, 4 - упор, 5 - стол, 6 - вкладыш, 7 - зажимное приспособление, 8 - пила, 9 - направляющая линейка
Для раскроя по длине пачки, срезки заболоней и рваных листов, а также раскроя по ширине листов на производствах применяются ленточнопильные станки или круглопильные станки с ручной подачей. Специальные зажимные приспособления (рис. 1, б) и строгальные пилы, применяемые на круглопильных станках позволяют получить чистый и гладкий срез, тем самым исключить фугование кромки. Зажимное приспособление изображено на рис. 2. Пачка шпона (3) размещается на нижнем бруске приспособления (7) и закрепляется винтовым или эксцентриковым зажимом. После на работающую пилу (8), которая крепится к столу (5), по направляющей линейке (9) надвигают приспособление с пачкой. Таким же образом опиливается и вторая сторона пачки, повторяя этот процесс.
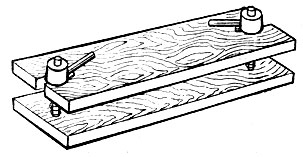
Рис. 2. Общий вид зажимного приспособления
Если необходимо максимально быстро при раскрое на гильотинных ножницах (рис. 3) подготовить шпон, возможно не производить предварительную разметку. В процессе раскроя направляющая планка (3), которая закрепляется поворотом ручки (4) под необходимым углом, устанавливается на столе (1). Далее вручную к передвижному упору (6), который устанавливается на определенном расстоянии от ножа (5), продвигают пачку шпона (2).
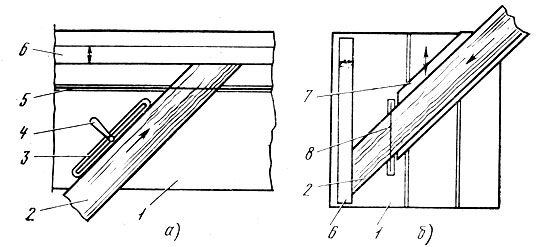
Рис. 3. Схемы раскроя шпона без разметки: а - на гильотинных ножницах, б - на круглопильном станке; 1 - стол, 2 - пачка шпона, 3 - направляющая планка, 4 - ручка, 5 - нож, 6 - упор, 7 - каретка, 8 - пила
Если необходимо раскроить шпон на круглопильном станке без предварительной разметки (рис. 3, б), на каретку (7), перемещаемую в пазах стола, кладется пачка (2). После того как происходит первый рез, каретку приводят в первоначальное положение, а пачка шпона продвигается до упора (6). Упор устанавливается от пилы (5) на определенном расстоянии. Затем, когда каретка с находящейся на ней пачкой шпона надвигается на пилу, делается следующий пропил. Если на производстве объем облицовочных работ небольшой, то шпон раскраивается на бумагорезательных станках с ручным или механическим приводом.
Раскрой шпона возможен и вручную. Для этого используется лучковая пила или прижимная линейка со специальным ножом (рис. 4).

Рис. 4. Раскрой шпона на бумагорезательной машине с ручным приводом: 1 - стол для пачек шпона, 2 - станина, 3 - нож, 4 - маховик привода прижимной балки, 5 - рукоятка привода ножа, 6 - пачки шпона
Ножи-пилы (рис. 5, а) используются при раскрое поперек волокон шпона из твердых лиственных пород. Нож для раскроя шпона, изображенный на рис. 6, б., используется при подборах. Нож с резцами, которые являются съёмными (рис. 6, в), применяется при раскрое шпона вдоль и поперек волокон. При раскрое также применяются резцы разнообразной формы, рис. 6, г, в том числе резцы, используемые после облицовывания для снятия свесов шпона, рис. 6, д.
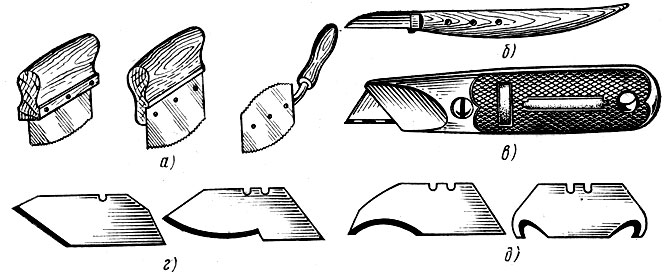
Рис. 5. Ножи для ручного раскроя шпона: а - ножи-пилы, б, в - ножи, г, д – резцы
Важным моментом является то, что полосы шпона в пачке не должны смещаться при раскрое. Пачки нет необходимости отправлять на фугование кромок, если присутствует соблюдение следующих условий. После раскроя шероховатость поверхности кромки не ниже шестого класса, а также между кромками, которые расположены рядом друг с другом, нет просвета. Допускается отклонение от прямолинейности на каждые 1000 мм длины полосы не больше 0,02 мм).
3. Фугование шпона.
Работу по фугованию шпона выполняют кромкофуговальное оборудование. Но если на производстве небольшой объем данной работы, то вполне можно выполнять обработку фуганком вручную или на фрезерных станках (рис. 6).
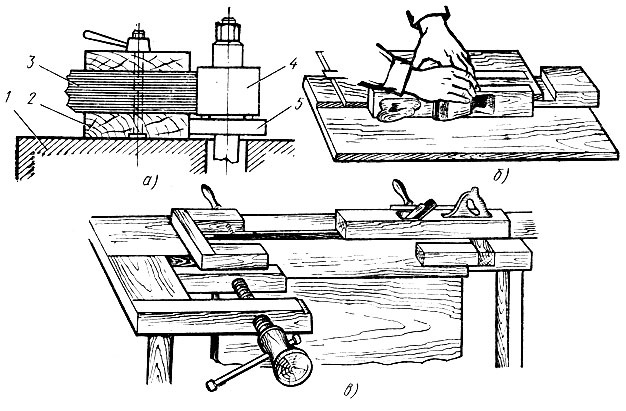
Рис. 6. Схемы фугования кромок: а - на фрезерном станке, б - вручную фуганком в донце, в - вручную фуганком в струбцинах; 1 - стол станка, 2 - приспособление для зажима пачки шпона, 3 - пачка шпона, 4 - фреза, 5 - направляющая линейка или упорное кольцо
Если обработка производится на фрезерном станке (рис. 6, а), необходимо пачку шпона (3) с ровными кромками положить между двух брусков спецприспособления и зажать зажимом, например, эксцентриковым. Далее необходимо пачку шпона и спецприспособление по упорному кольцу (5) или по направляющей линейке переместить на вращающуюся фрезу (4). Таким образом обрабатываются обе стороны пачки.
При использовании ручного фуганка пачка шпона должна быть шириной не больше 20 мм. Ее необходимо уложить в донце и зажать в струбцинах (рис. 6, в) или прижать планкой (рис. 6, б). Для того чтобы проверить качество полученных после обработки кромок, их необходимо прикладывать к ровному плоскому щиту, одну к другой.
4. Набор и ребросклеивание шпона.
При облицовке поверхностей, имеющих большую площадь, полосы (узкие листы шпона) подбирают в наборы (широкие листы). Виды наборов: простые и фигурные.
Если делянки шпона имеют одинаковый цвет, параллельное направление волокон, а рисунок расположен симметрично оси набора или осям входящих в него полос – такой набор называют простым. Шпон в простом наборе бывает крупнослойный и мелкослойный. Также различают правую и левую стороны шпона. Для правой стороны характерна гладкая и плотная поверхность, а для левой – шероховатая на ощупь, имеющая небольшие разрывы.
Рекомендуется на основу наклеивать лист левой стороной. В этом случае листы для облицовывания пластей подбираются при сдвиге некоторых полос шпона, которые находятся в пачке (рис. 7, а). При таком способе получается несимметричный рисунок, поэтому он подходит больше для подбора мелкостойного (радиального) шпона.
Работа с крупносерийным шпоном с ярко выраженными годовыми слоями отличается от предыдущей. Для того, чтобы получить симметричный рисунок, необходимо листы при подборе разворачивать на 180 градусов в каждой четной и нечетной пачке (рис. 7, б). Таким образом, получается, что часть листов будет наклеена левой стороной, а другая часть – правой.
На рис. 7, в. Представлены простые наборы для облицовывания рамок.
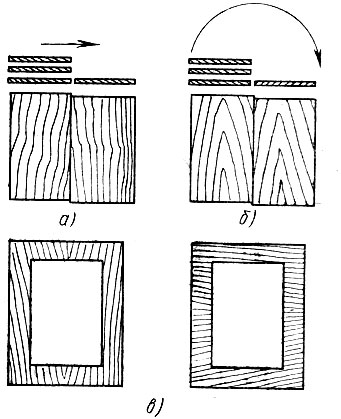
Рис. 7. Способы подбора шпона в листы и простые наборы для облицовывания рамок: а - подбор шпона в листы сдвиганием, б - то же, развертыванием, в - простые наборы для облицовывания рамок
Если при подборе получаются геометрические фигуры, такой набор называют – фигурным. Для создания такого набора необходимы куски шпона, которые располагают особым образом для получения необходимой фигуры (рис. 8).
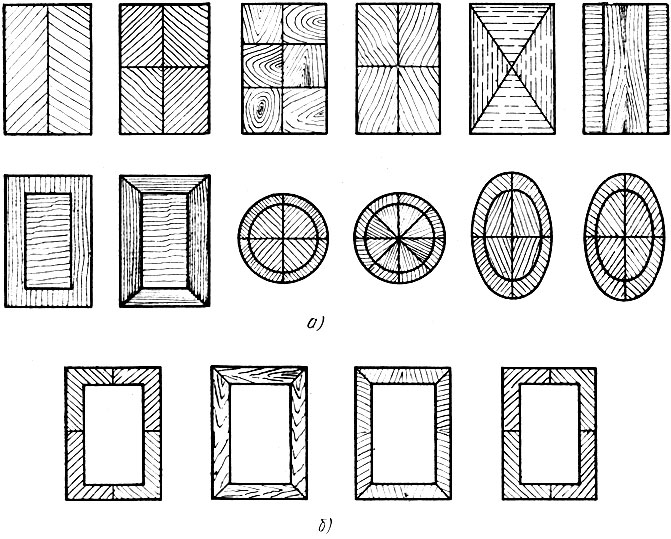
Рис. 8. Фигурные наборы для облицовывания прямоугольных, круглых и овальных плит (а) и рамок (б)
На рис. 9 показана технология подбора шпона в «елочку», «крест», круг.
Технология подбора шпона в «елочку» и «круг» заключается в следующем. Фугованную с двух сторон пачку шпона необходимо раскроить на пять делянок по обозначенным линиям (рис. 9, а). Располагают их в таком же порядке (как они были в пачке), размещая слева на право долевыми кромками (рис. 9, б). После нужно склеить в полосы листы каждого ряда, соблюдая последовательность. Далее фугуют с двух сторон полученную пачку. Обработанные полосы размещают попарно, при чем в каждой паре одну полосу нужно развернуть на 180 градусов. Если необходимо сделать набор «крестом», подобранную «елочкой» пачку нужно разрезать поперек по линии см. рис. 108, е. После листы, развернутые на 180 градусов (рис. 9, г), склеивают и получают набор «крестом» (рис. 9, д).
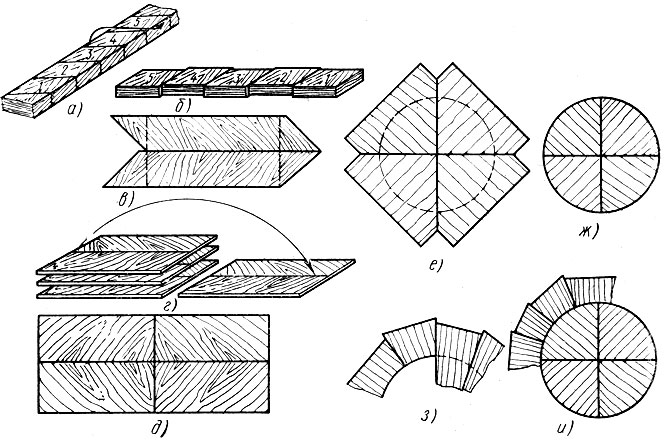
Рис. 9. Технологическая последовательность подборов шпона 'в елку' 'крестом' и круглого: а - разметка пачки шпона, б - укладка делянок после раскроя пачки, в - набор 'в елку', г - развертывание листов набора 'в елку', д - набор 'крестом', е - заготовка для круга, ж - обрезка заготовки, з - заготовка фриза, и - обкладка круга фризом; 1, 2, 3, 4, 5 - делянки
Технология подбора круглого набора состоит из следующих этапов. Необходимо сначала подготовить заготовку для круга с помощью циркуля или ножа, оставляя припуск на обрезку. Если используется циркуль, то вместо карандаша применяется нож, а вместо ножки – кусочек фанеры, чтобы не царапать набор. Рис. 9, ж – полученная круглая заготовка. Затем подготавливают заготовки из фриза (рис. 9, 3), которыми после обрамляют полученный ранее круг (рис. 9, и).
При производстве художественной мебели чаще всего используется комбинированное облицовывание, при которой используется и простой, и фигурный наборы.
Ребросклеивающие станки используются при простом наборе для ребросклеивания шпона в листы. На этих станках обработанные фуганком делянки склеиваются определенным образом клеевой нитью или гуммированной клеевой лентой. Для склеивания гуммированной лентой используют ленточные ребросклеивающие станки. Для этого к тонкой линейке(3) соседними кромками плотно прижимаются полосы шпона, которые подводятся к прижимному ролику (6), у ним крепятся клеем конец ленты, далее проталкивается под ролик и включается механическая подача.
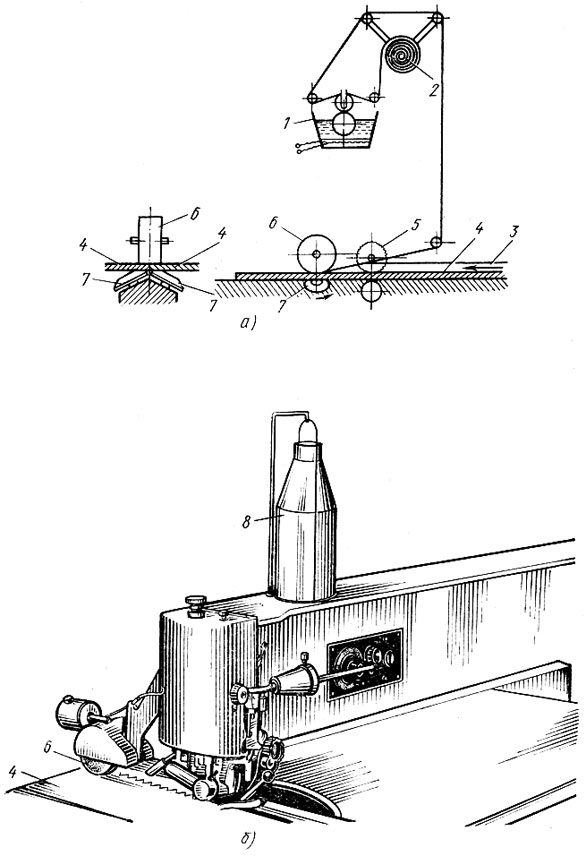
Рис. 10. Ребросклеивание шпона на станках: а - гуммированной лентой, б - клеевой нитью; 1 - обогреваемая ванна с водой, 2 - рулон гуммированной ленты, 3 - направляющая линейка, 4 - склеиваемые полосы шпона, 5 - подающий рифленый валик, 6 - прижимной гладкий ролик, 7 - конические ролики, 8 - бобина с нитью
Склеиваемые полосы 4 подаются рифленым валиком 5 и плотно сжимаются коническими или косопоставленными роликами 7. На сжатые плотно кромки должна быть наложена гуммированная лента, которую нужно смотать с катушки и смочить в ванне с водой 1. Лента крепится путем нажатия прижимного ролика. Полосы подаются одна за другой, если станок работает непрерывно. Недостатки при использовании этого способа можно выделить два. Во-первых, после работы с гуммированной лентой на основе в прессах, на поверхности листов остаются следы, которые практически невозможно устранить. Во-вторых, из-за состава гуммированной ленты, в который входит глютиновый клей, под воздействием смоляных клеев, становится мало растворим в воде, поэтому лента достаточно сложно снимается.
На сегодняшний день наибольшей популярностью пользуется метод, при котором листы шпона соединяются на специальных станках клеящей термопластичной нитью (рис. 10, б). Несколько листов шпона (4), кромки которых плотно прилегают друг к другу, подается в станок. Разогретая нить, которая предварительно была смотана с бобины (8), наклеивается зигзагами на края полос. Далее шпон вместе с нитью переходит под ролик, который сплющивает нить (6). Шпон, который соединен таким образом, клеится на основу нитью внутрь.
На рис. 11, а, изображено приспособление, в которое для удобства пользования, вставляется бобина с гуммированной нитью. Лента, которая должна сматываться с бобины (1), увлажняется смоченной водой губкой (2).
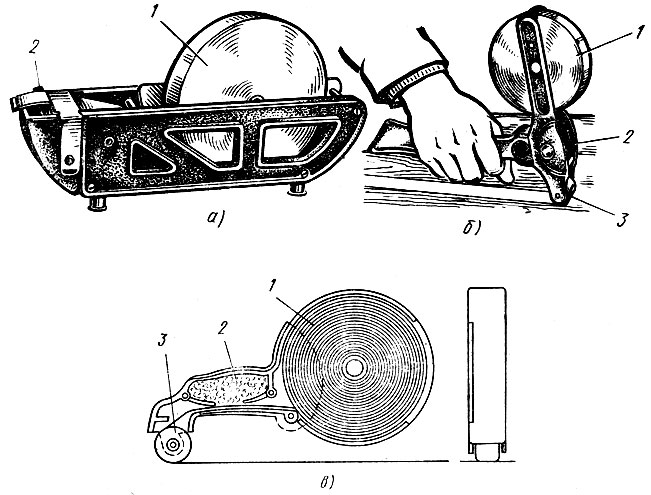
Рис. 11. Приспособления для установки бобины гуммированной ленты (а) и для наклейки гуммированной ленты (б, в): 1 - бобина, 2 - губка с водой, 3 - резиновый валик
На рис. 11, б, в, изображены приспособления, которыми удобно пользоваться при ручном нанесении гуммированной ленты.
После того как листы шпона подобраны и сформированы в наборы, их необходимо промаркировать. Сложить и хранить их рекомендуется в отапливаемом, сухом, вентилируемом помещении. По мере необходимости наборы перемещаются на облицовывание.