







Частота вращения шпинделя:
10 000 об/мин
Кол-во управляемых осей: 7
Ø обрабатываемого прутка: 3 - 12 мм
Вес: 2600 кг
- Автоподатчик прутка LNS GT-112 L = 2,5 м
- 21 инструмент в стандартной комплектации
- Одновременная обработка 2 деталей
- Система крепления приводного инструмента
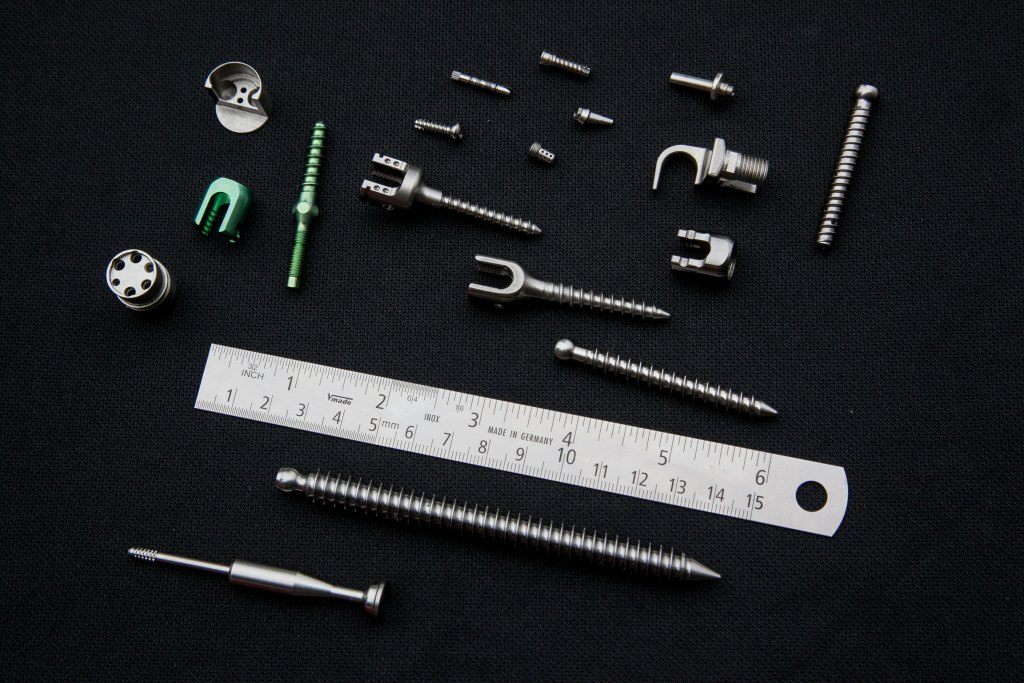
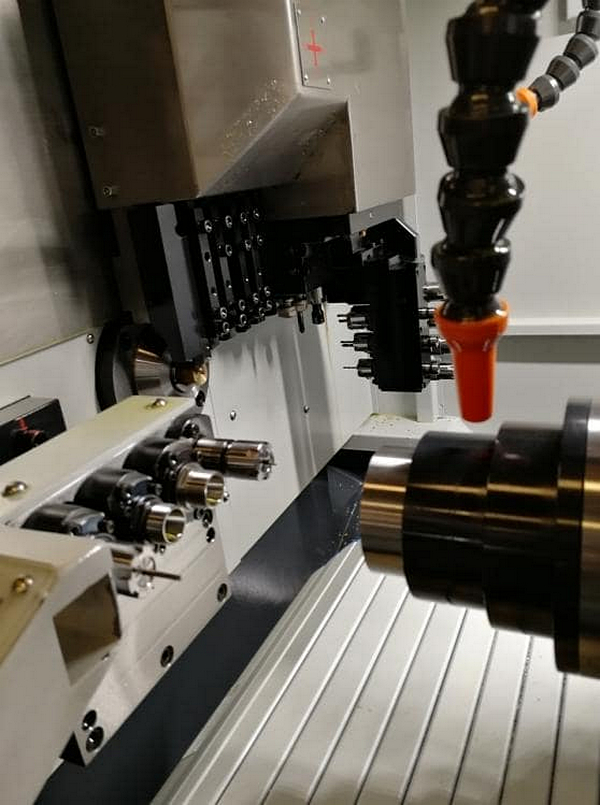
Автоматы продольного точения IRONMAC ISL-12S предназначены для изготовления сложных деталей из прутковых заготовок. За счет высокоскоростного шпинделя обеспечивают обработку с высоким качеством* обработанной поверхности, увеличивая производительность предприятия.
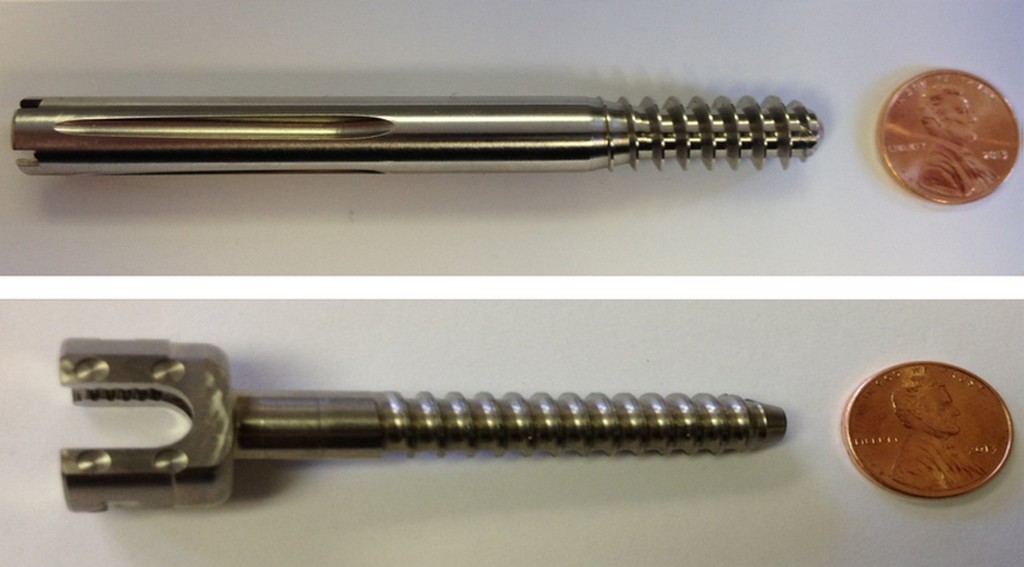
Станок позволяет выполнять операции фрезерования, сверления, резьбонарезания, растачивание детали с двух сторон. Ось Y обеспечивает полноценную фрезерную обработку.
Отличительной чертой оборудования является быстрая переналадка на выпуск новой продукции, поэтому станки идеально подходят для предприятий, выпускающих продукцию средними или крупными партиями.
Также среди характеристик токарных автоматов ISL-12S – высокая жесткость, точность позиционирования, быстрая окупаемость. Станки изготавливаются по лицензии японского производителя CITIZEN**.
Автомат продольного точения IRONMAC ISL-12S широко применяется в очень многих областях современной тяжелой промышленности:
- Авиастроении;
- Производстве автомобилей;
- Машиностроении;
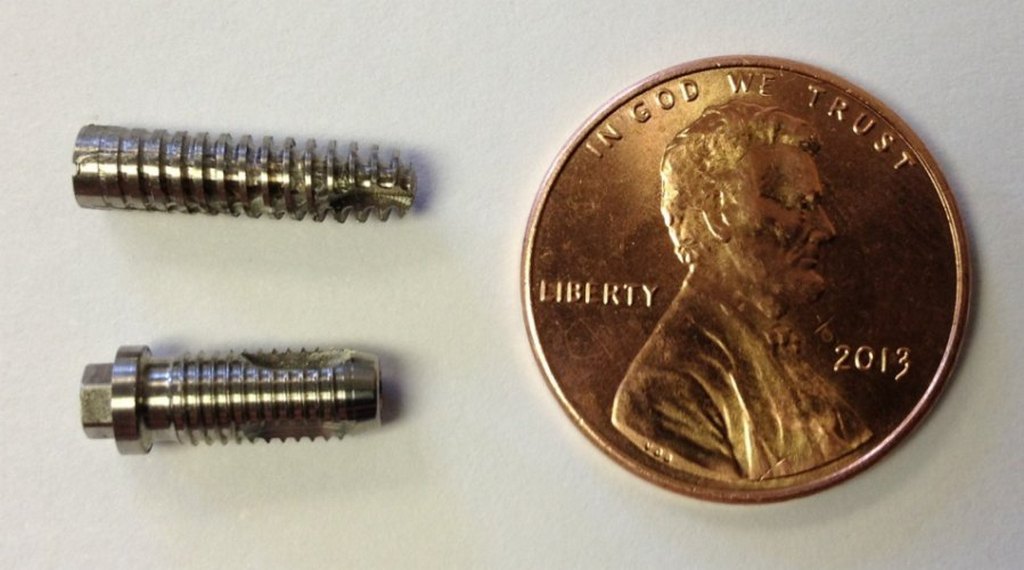
- Медицине.






- 5 токарных;
- 4 приводных расположенных радиально;
- 4 + 4 осевых статических для главного / противошпинделя;
- 4 осевых статических для противошпинделя.
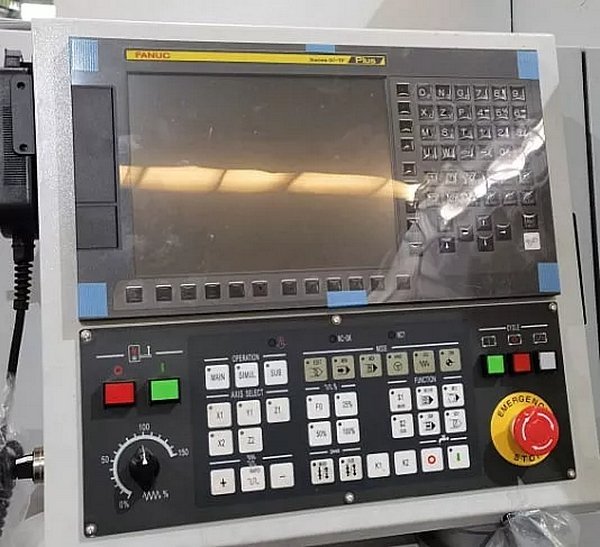
Современная система ЧПУ Fanuc 0i-TF с управлением на русском языке.
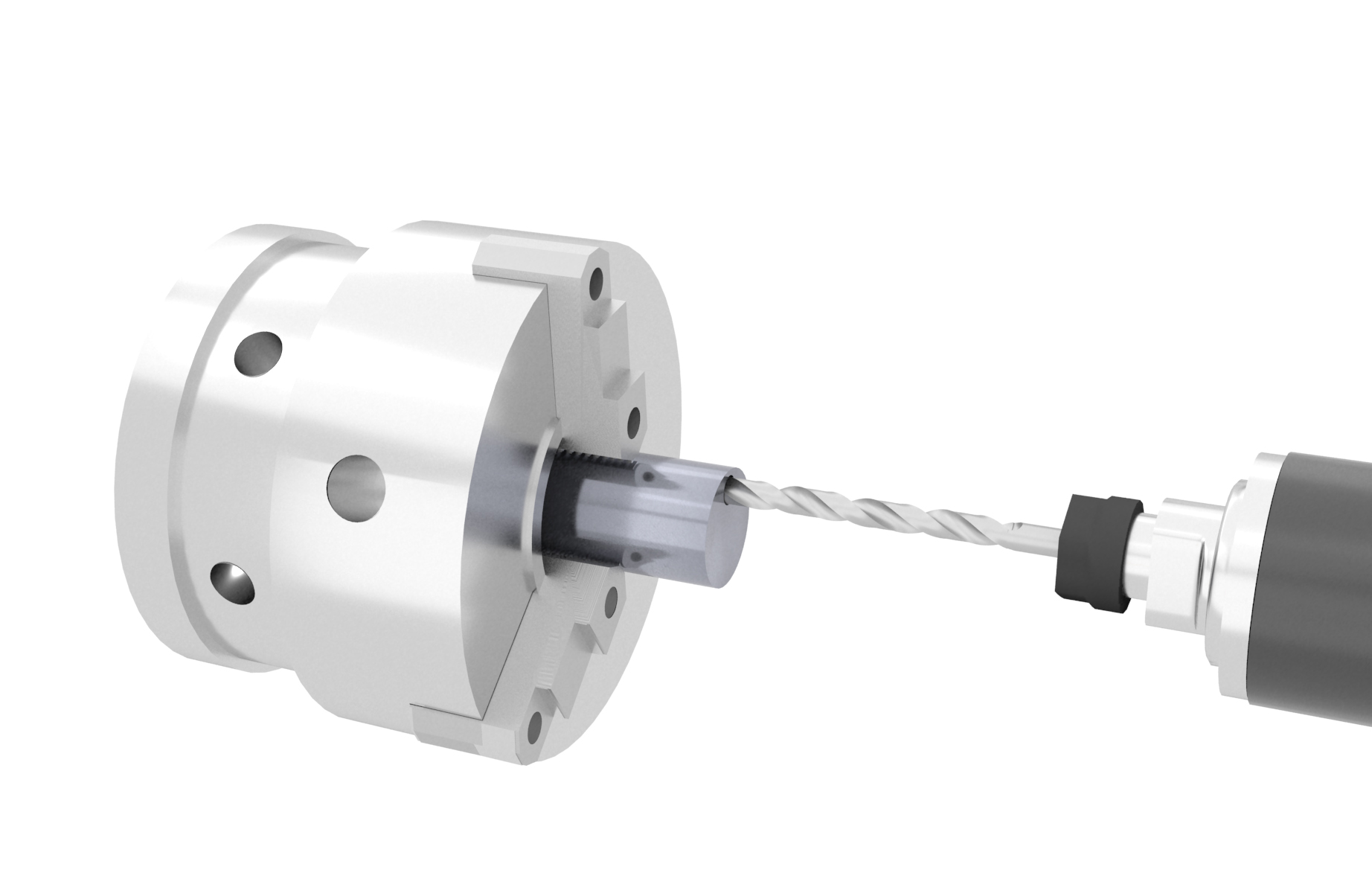
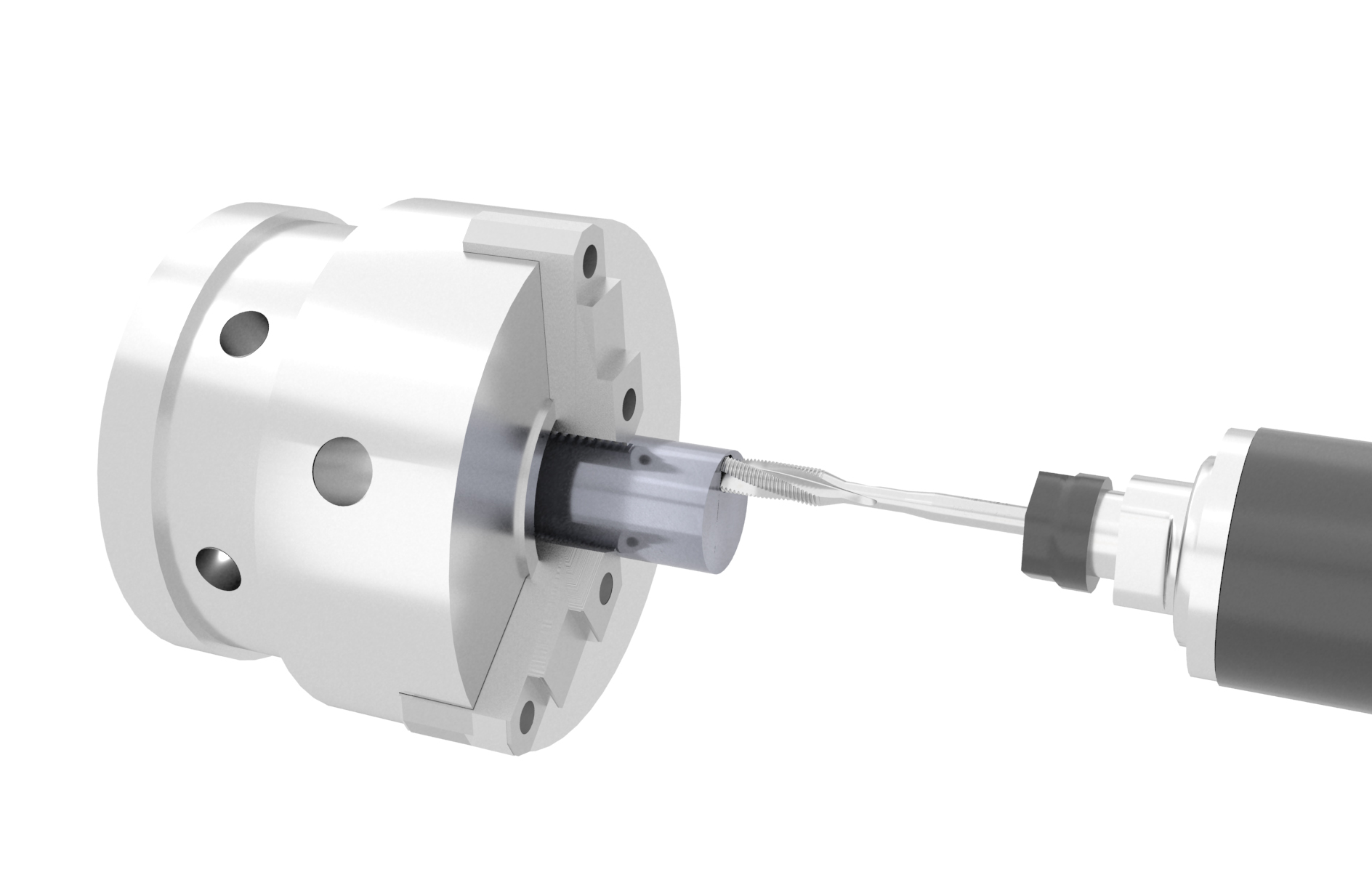
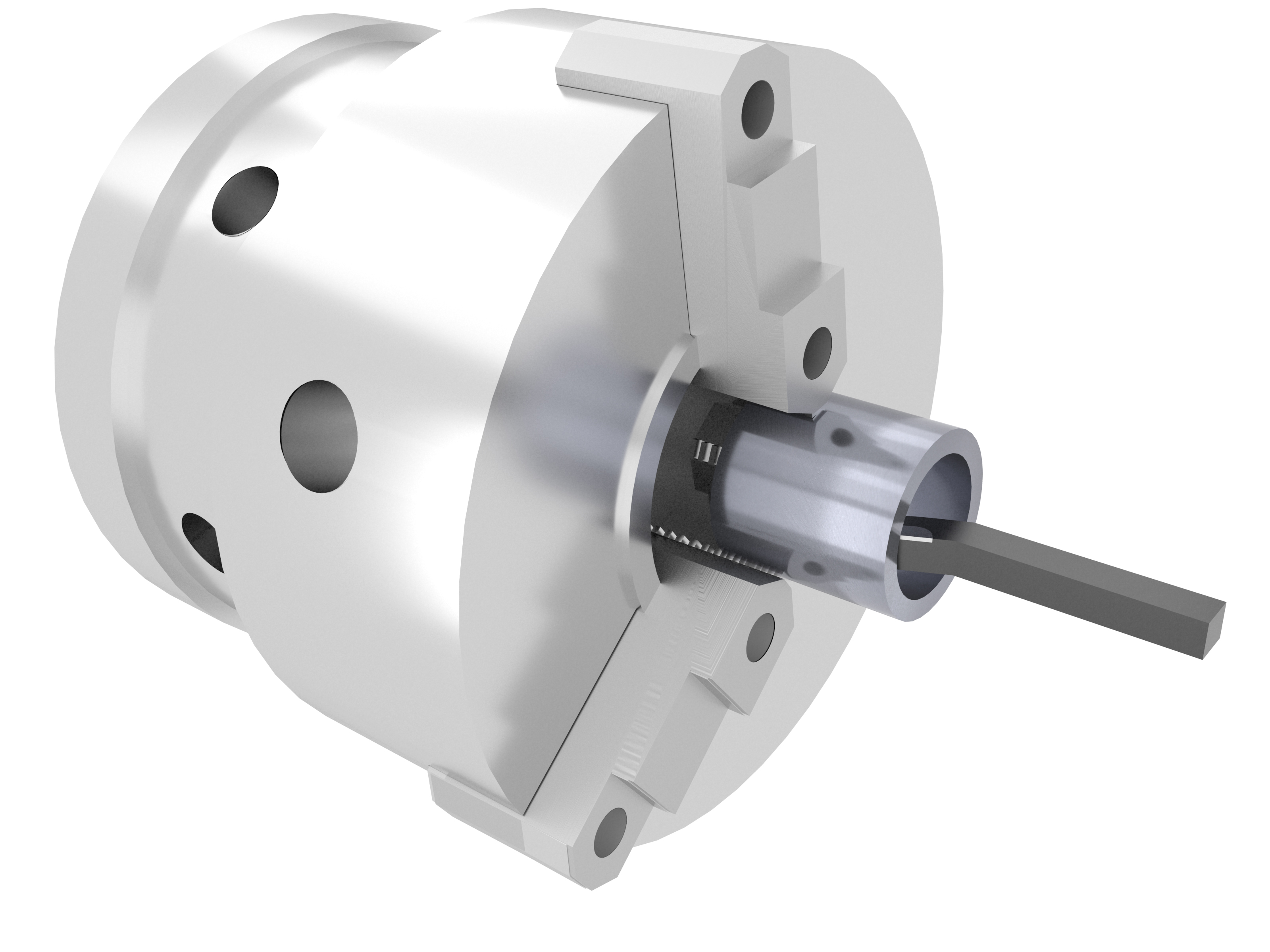
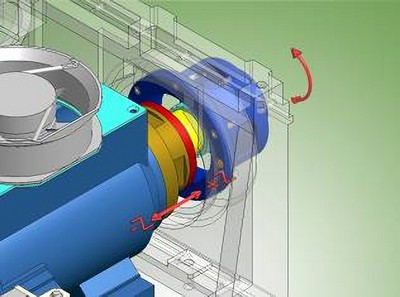
Система без держателя направляющей втулки
Используется для уменьшения остатка прутка. Экономит материал и деньги. Особенно актуальна при обработке коротких заготовок. Применяется при длине заготовки меньше или равной диаметру прутка.
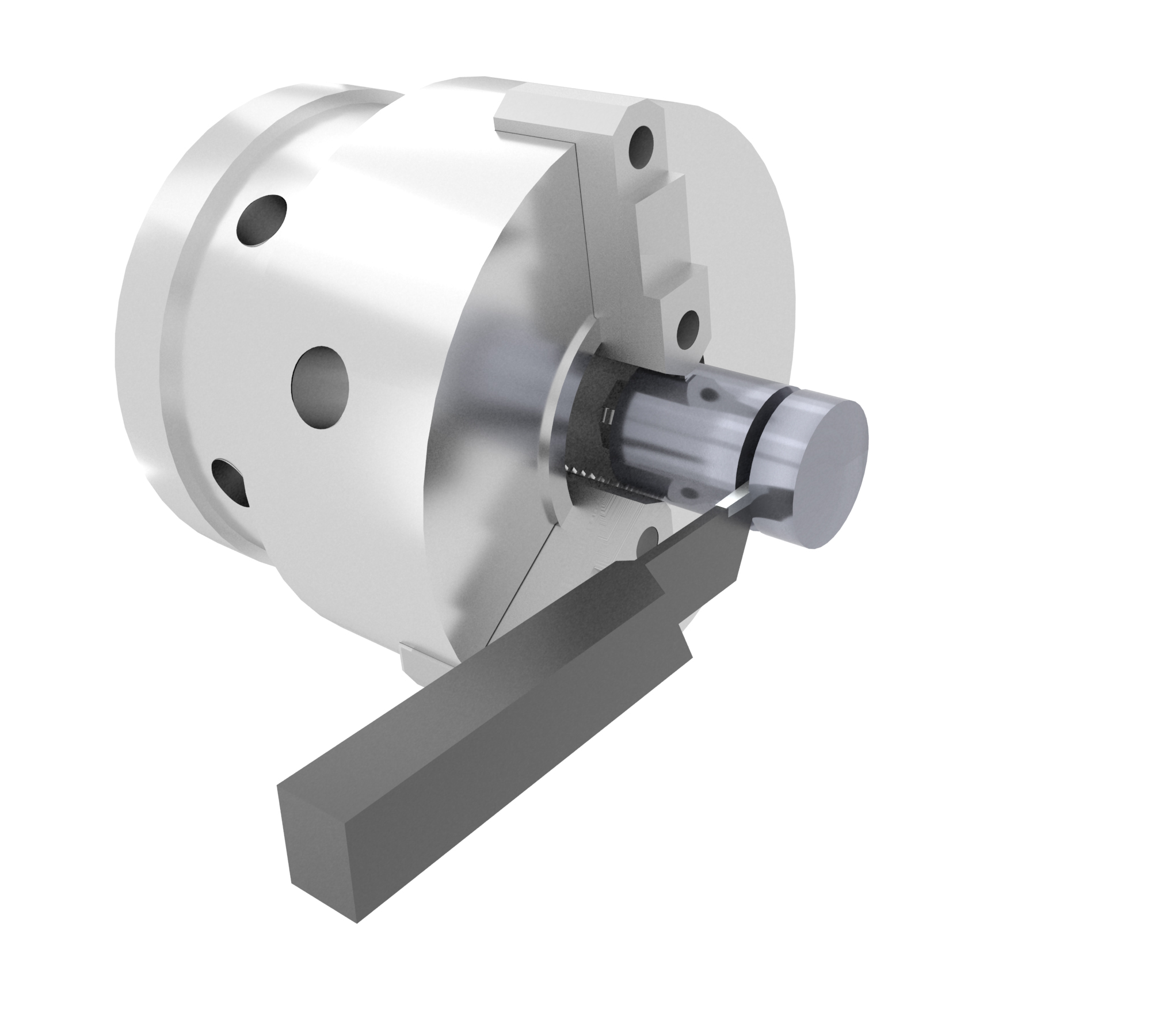
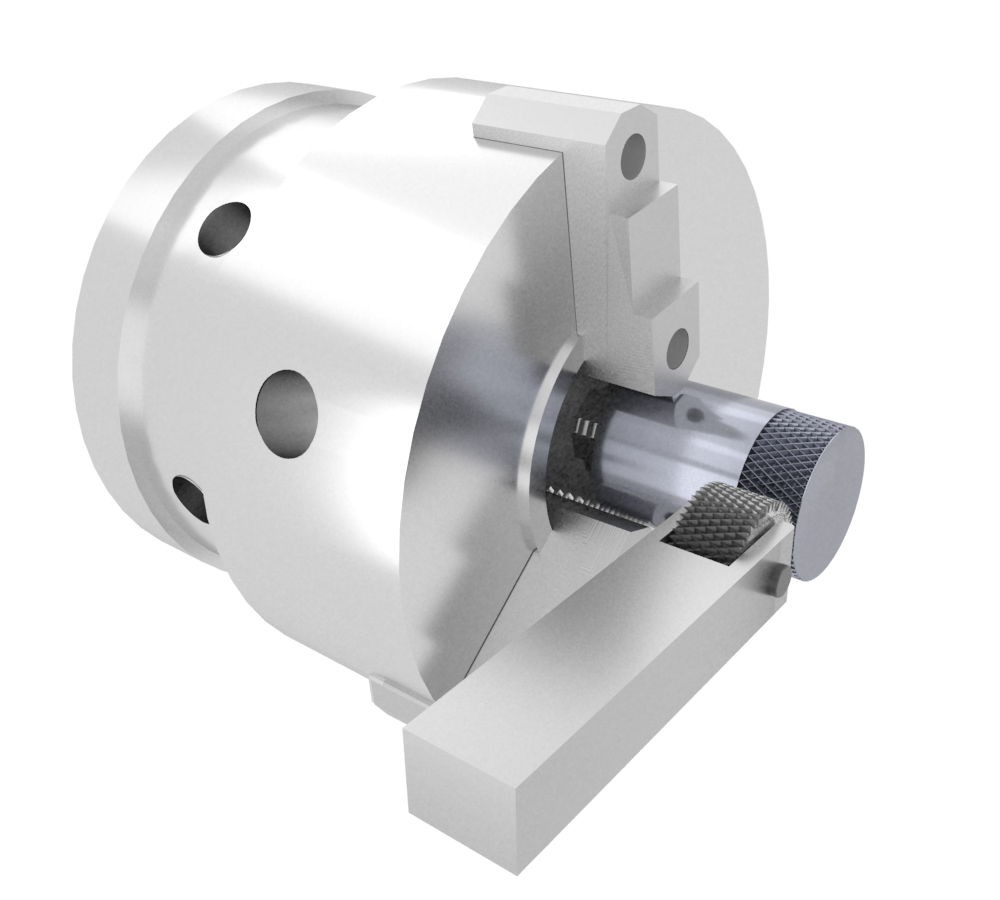
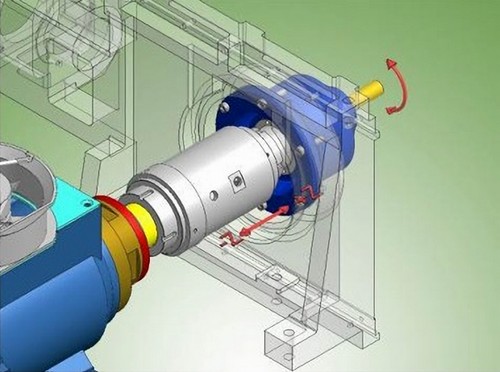
С не вращающейся направляющей втулкой:
- Цанговый патрон вращается, втулка не вращается;
- Система легка в установке и регулировке;
- Устанавливается преимущественно при обработке круглого прутка из цветных металлов.
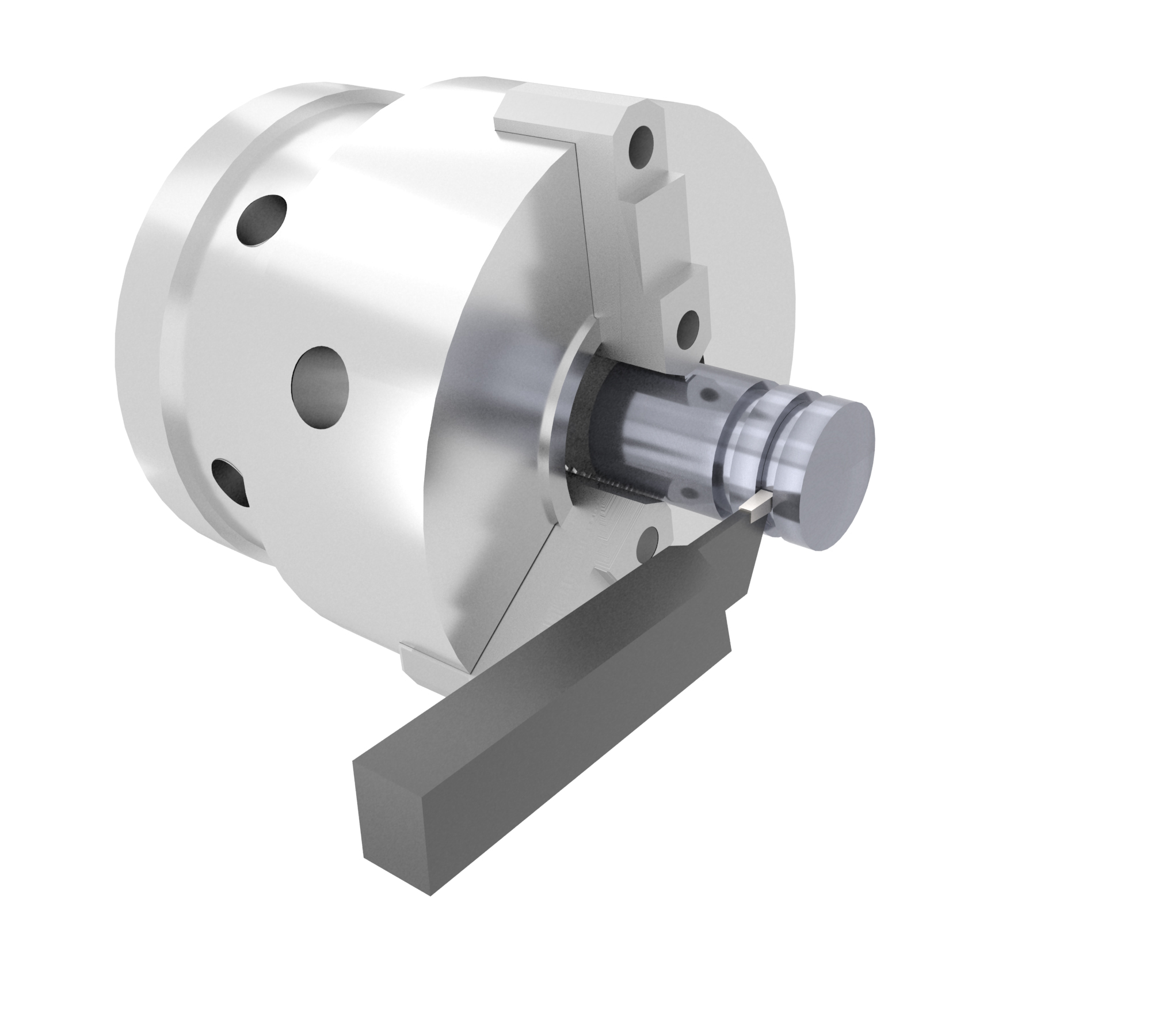
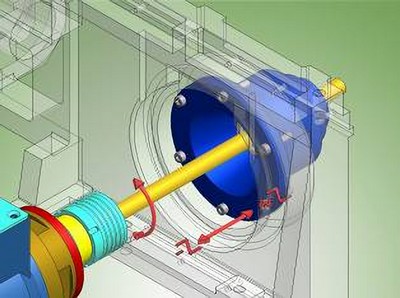
С вращающейся направляющей втулкой:
- Цанговый патрон и втулка вращаются одновременно;
- Несинхронное вращение заготовки и втулки приводит к износу последней. Особенно актуально в случае обработки «сложных» заготовок (нержавейка, сплавы и т.д.), а так же при обработке шестигранника и других некруглых заготовок. Установка позволит продлить срок службы направляющей втулки.




1; 1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5; 7