Оборудование для производства модельной оснастки и обработки композитных материалов
20 товаров

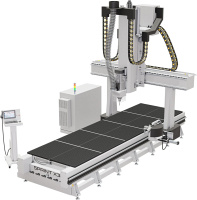
Зона обработки по X / Y / Z до:
3000 х 2000 х 1200 мм
Шпиндель: 15 / 17 кВт, 24 000 об/мин
Макс. скорость по X / Y / Z:
50 / 50 / 18 м/мин
Ход по осям С / A: ± 360° / ± 110°
Вес: 10 000 кг

Зона обработки по X / Y / Z до:
4800 х 60 000 х 2400 мм
Шпиндель: 10 / 15 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
55 / 55 / 18 м/мин
Ход по осям С / A: до ±245° / ± 120°
Вес: от 16 000 кг

Зона обработки по X / Y / Z до:
7000 x 4500 x 2500 мм
Шпиндель: 15 - 25 кВт,
24 000 об/мин
Макс. скорость по X / Y / Z: 50 / 50 / 20 м/мин
Точность позиционирования X / Y / Z:
0,025 мм/м
Вес: 15 000 кг

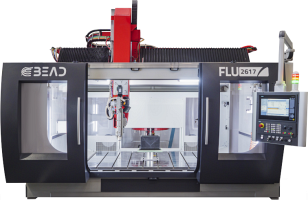
Зона обработки по X / Y / Z до:
2000 х 3000 х 1300 мм
Шпиндель: 10 / 15 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
60 / 60 / 20 м/мин
Ход по осям С / A: до 245° / ± 120°
Вес: 6000; 7200 кг
Ход по оси X: 1345 x 2620 мм
Ход по оси Y: 1345 x 2620 мм
Размер стола: 1240 x 2460 мм

Зона обработки по X / Y / Z до:
12 000 х 2100 х 915 мм
Шпиндель: 10 / 12 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
45 м/мин
Ход по осям С / B: до 320° / ± 185°
Зона обработки по X / Y / Z до:
12 000 х 2100 х 915 мм
Шпиндель: 9,5 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
45 м/мин
Вес: 2500 - 5000 кг

Зона обработки по X / Y / Z до:
5500 х 2200 х 1100 мм
Шпиндель: 12 - 22 кВт, до 36 000 об/мин
Макс. скорость по X / Y / Z:
80 / 80 / 60 м/мин
Ход по осям С / A: до 540° / ± 120°
Вес: 9000 - 18 000 кг

Зона обработки по X / Y / Z до:
12 000 х 5600 х 2000 мм
Шпиндель: 12 - 22 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
80 / 80 / 60 м/мин
Ход по осям С / A: до 540° / ± 120°
Вес: 9000 - 20 000 кг

Зона обработки по X / Y / Z до:
4000 х 3200 х 1300 мм
Шпиндель: 15 - 22 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
80 / 80 / 60 м/мин
Ход по осям С / A: до 570° / ± 120°
Вес: 15 000 - 35 000 кг

Зона обработки по X / Y / Z до:
30 000 х 7500 х 4500 мм
Шпиндель: 22 - 42 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
50 / 50 / 30 м/мин
Ход по осям С / A: до 720° / ± 135°
Вес: 20 000 - 70 000 кг

Зона обработки по X / Y / Z до:
3600 х 5000 х 1300 мм
Шпиндель: 22 - 42 кВт, до 24 000 об/мин
Макс. скорость по X / Y / Z:
50 / 50 / 30 м/мин
Ход по осям С / A: до 720° / ± 135°
Вес: 20 000 - 40 000 кг
20 000 x 5000 x 3000 мм
Производительность экструдера: 12 - 80 кг/час
Материалы печати: PP, PETG, ABS, PEI, PESU, PEEK и т.д.
Ø печатающего сопла: 2 / 4 / 6 / 9 / 12 / 15 / 18 мм
Вес: 9000 - 40 000 кг